装配尺寸链建立方法及计算方法
- 格式:docx
- 大小:127.00 KB
- 文档页数:2
7.补偿环——尺寸链中预先选定某一组成环,可以通过改变其大小或位置,使封闭环达到规定的要求,该组成环为补偿环。
二、尺寸链的形成为分析与计算尺寸链的方便,通常按尺寸链的几何特征,功能要求,误差性质及环的相互关系与相互位置等不同观点,对尺寸链加以分类,得出尺寸链的不同形式。
1.长度尺寸链与角度尺寸链①长度尺寸链——全部环为长度尺寸的尺寸链②角度尺寸链——全部环为角度尺寸的尺寸链2.装配尺寸链,零件尺寸链与工艺尺寸链①装配尺寸链——全部组成环为不同零件设计尺寸所形成的尺寸链②零件尺寸链——全部组成环为同一零件设计尺寸所形成的尺寸链③工艺尺寸链——全部组成环为同一零件工艺尺寸所形成的尺寸链。
工艺尺寸指工艺尺寸,定位尺寸与基准尺寸等。
装配尺寸链与零件尺寸链统称为设计尺寸链装配尺寸链的解算示例=(标准件)封闭环的公称尺寸为零,即,先将各组于内尺寸的组成环按基孔制,孔中心距按对称分布决定其极限偏差。
不过需要留一个组成环,其极限偏差确定后计算得到。
该组成环称为协调环。
此处A s为垫圈,容易加工,且其他尺寸都便于用通用量具测量,故选A s为协调环。
由此确定除协调环外各环的极限偏差为:最后计算确定协调环为: (2)不完全互换法。
采用不完全互换法时,装配尺寸链采用概率法公式计算。
当各组成环尺寸服从正态分布时封闭环公差T o与各组成环公差T t的关系满足。
若各组成环尺寸不服从正态分布,则取封闭环公差T o与各组成环公差T t的关系满足。
K依具体分布而定,一般可以取K=1.2~1.6。
仍然以图57-4所以示的装配关系简图是基本尺寸,装配精度要求为例,设各组成环尺寸服从一个标准件A4的尺寸链,取各组成环的平均公差T(mm)为:一般平面装配尺寸链中,组成环对封闭环的误差传递系数的绝对值一般不等于1,需要先根据几何关系建立尺寸链方程后,再确定误差传递系数。
图57-8a为哥德式直线滚动导轨副的装配关系,图57-8b为一对沟槽的钢球接触关系。
尺寸链计算方法及案例详解尺寸链计算方法是指根据产品的尺寸要求和特定的工艺流程,通过一系列的计算和分析来确定产品各个部件的尺寸和配合关系的方法。
尺寸链计算方法主要应用于机械设计、工程制图、零部件加工等领域,是确保产品尺寸精度和装配质量的重要手段。
首先,尺寸链计算方法需要明确产品设计的功能要求和工艺要求,包括产品的使用环境、受力情况、材料特性等。
然后,根据这些要求,确定产品各个部件之间的配合关系和尺寸范围。
接着,通过计算和分析,确定各个部件的尺寸,并建立尺寸链,保证各个部件在装配时能够满足设计要求。
在实际应用中,尺寸链计算方法通常涉及到几个方面的内容,包括尺寸配合计算、公差分配、尺寸链分析等。
在尺寸配合计算中,需要根据配合要求和公差要求,确定配合尺寸的上限和下限。
公差分配则是根据产品功能和装配要求,合理地分配公差,确保产品的性能和装配质量。
尺寸链分析则是通过建立尺寸链图,分析各个部件之间的尺寸关系,找出影响产品尺寸精度的关键因素,从而指导产品设计和加工。
举个简单的案例来说明尺寸链计算方法的应用。
比如,某机械零件的装配要求是要求两个轴承孔的中心距离在一定范围内,并且轴承孔的直径要求在一定的公差范围内。
在这种情况下,就需要通过尺寸链计算方法来确定轴承孔的尺寸和配合关系。
首先根据轴承的尺寸和公差要求,确定轴承孔的上限和下限尺寸。
然后根据轴承孔的位置和受力情况,确定轴承孔中心距离的范围。
最后通过尺寸链计算方法,确定轴承孔的尺寸和配合关系,以保证产品的装配质量和性能。
总之,尺寸链计算方法是一种重要的工程技术方法,通过合理的计算和分析,能够确保产品的尺寸精度和装配质量,对于提高产品的质量和竞争力具有重要意义。
用概率法求解装配尺寸链的装配方法
装配尺寸链是指由多个零件组成的装配系统,其中每个零件的尺寸都有一定的偏差。
采用概率法求解装配尺寸链的装配方法可以通过以下步骤进行:
1. 确定装配尺寸链的目标:比如确定装配尺寸链的总体装配尺寸范围或者确定特定的装配尺寸要求。
2. 收集零件尺寸数据:收集零件尺寸的相关数据,包括每个零件的标准尺寸和尺寸偏差。
3. 建立概率模型:根据零件尺寸数据,建立概率模型来描述零件尺寸的分布情况。
常用的概率分布有正态分布、均匀分布等。
4. 计算总体装配尺寸分布:根据概率模型,计算不同组合零件的总体装配尺寸分布情况。
可以用概率密度函数或者累积分布函数表示。
5. 确定装配尺寸范围:根据装配尺寸链的目标,确定满足要求的装配尺寸范围。
可以根据总体装配尺寸分布的累积分布函数计算。
6. 选择装配方法:根据确定的装配尺寸范围,选择合适的装配方法。
可以根据装配尺寸的偏差大小,选择适当的调整方法,比如调整零件尺寸、采用适当的装配顺序等。
7. 进行装配实验:根据选择的装配方法,进行实际的装配实验,验证装配尺寸链的装配效果。
需要注意的是,概率法求解装配尺寸链的装配方法是一种统计方法,结果可能存在一定的误差。
因此,在实际应用中,需要根据具体
情况进行合理的调整和优化。
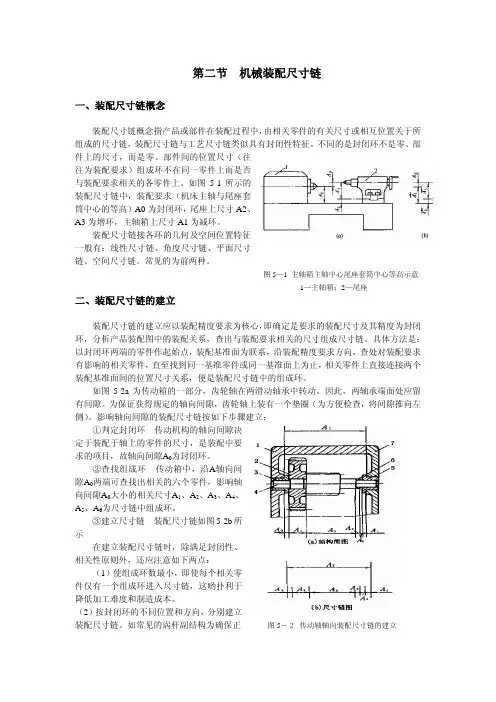
机械制造技术装配尺寸链的建立和解算装配尺寸链的建立和解算n装配尺寸链的概念装配精度是由相关零件的加工精度和合理的装配工艺共同来保证的。
装配尺寸链是全部组成环零件设计尺寸所形成的尺寸链。
例:建立轴向间隙尺寸链。
n建立长度尺寸链的步骤•确定封闭环•就是装配精度A 0=0.2~0.7mm •查找组成环ü零件的“相关尺寸”:是指该相关零件上的某设计尺寸,它的变化会引起封闭环的变化。
ü查找相关零件:“粘连法粘连法:即取封闭环两端为起点,沿装配精度方向,以基准面为线索,一个挨一个,直至找到同一基准零件,甚至同一基准面为止;包括5个零(部)件的尺寸。
ü确定相关零件的相关尺寸尺寸链环数最少原则:最理想方案是每个有关零件上仅有一个尺寸作为相关尺寸。
ü画尺寸链图并确定组成环的性质n 装配尺寸链的建立n 装配尺寸链组成的最短路线(最少环数)原则u 确定封闭环:通常装配尺寸链封闭环就是装配精度要求u 装配尺寸链查找方法:取封闭环两端的零件为起点,沿装配精度要求的位置方向,以装配基准面为联系线索,分别查明装配关系中影响装配精度要求的那些有关零件,直至找到同一基准零件或同一基准表面为止。
所有零件上连接两个装配基准面间的位置尺寸和位置关系,便是装配尺寸链的组成环u 组成装配尺寸链时,应使每个有关零件只有一个尺寸列人装配尺寸链。
相应地,应将直接连接两个装配基准面间的那个位置尺寸或位置关系标注在零件图上u 又称一件一环原则包括5个零(部)件的尺寸。
n装配尺寸链的解算•装配尺寸链的解算与装配方法有关,不同的装配方法有不同的解法。
•常用的达到装配尺寸链封闭环要求的方法有:互换装配法(完全互换和大数互换法)、分组装配法、修配法、调整法。
1.完全互换装配法装配时各组成环零件可不经挑选、或改变大小及位置,装入后即可达到封闭环的公差要求的装配方法n其装配尺寸链采用极值法解算。
n装配尺寸链的应用包括两个方面:•正向计算:已有产品装配图和全部零件图,已知尺寸链的封闭环,各组成环的基本尺寸、公差及偏差,求封闭环的基本尺寸、公差及偏差;然后和已知条件对比,验证各环精度是否合理。
相关的零件尺寸与相互位置关系可以形成尺寸链,这在机器装配关系中称为装配尺寸链。
装配的封闭尺寸链是保证装备精度指标的基本要求,它会直接影响到装配精度,零、部件尺寸和位置关系。
那么,装配尺寸链如何建立、如何计算呢?
1、装配精度
为了保证设备的正常使用,装配精度是装配工作中十分重要的一方面。
装配精度不仅影响机器或者部件的工作性能,还会影响它们的使用寿命;对于机床,装配精度也会直接影响到被加工的零件精度。
装配精度主要有以下几个方面:
·相互位置精度:产品中相关零部件之间的距离精度以及相互位置精度。
·相对运动精度:又被称为传动精度。
产品中零部件之间相互运动时在运动方向以及运动速度上的精度,运动方向的精度通常会表现为部件之间相对运动的平行度和垂直度。
·相互配合精度:这个精度内容包括配合表面的配合质量以及接触质量。
2、装配尺寸链的分类
(1)直线尺寸链:主要由长度尺寸组成,各环尺寸会保持彼此平行。
(2)角度尺寸链:由角度、平行度以及垂直度构成。
(3)平面尺寸链:由成角度关系的长度尺寸构成,各环要处于同一或平行的平面内。
2、装配尺寸链的查找方法
(1)装配尺寸链的查找方法:封闭环的确定要根据装配精度要求来进行,将封闭环两端任一零件作为起点,按照装配精度要求的方向,用装配基准面作为查找线索,找出影响装配精度要求的相关零件。
(2)装配尺寸链查找注意事项:装配尺寸链要适当进行简化,要遵循环数最少的原则。
查找装配尺寸链的时候多个相关的零部件只有一个尺寸作为组成环列,这样成环的数目是有关零部件的数目。
3、装配尺寸链的计算方法
装配尺寸链的计算方法与装配方法有很大的关系,同一个装配精度,如果采取不同的装配方法,那么装配的计算方法也会有所差别,一般在装配中,我们常使用到的计算方法有两种:·正计算:已知的条件为装配精度相关的各零部件的基本尺寸和偏差,计算得出装配精度要求的基本尺寸及偏差。
·反计算:已知的条件为装配精度要求基本尺寸及偏差,计算得出装配精度有关的零部件的基本尺寸及偏差。