01-扩口管套注射模设计
- 格式:pdf
- 大小:51.15 KB
- 文档页数:2

摘要本次课程设计主要是针对圆形盖的注射模具设计,该盖材料为ABS塑料,是工业生产中常见的一种产品。
通过对塑件进行工艺的分析和比较,最终设计出一副注射模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核等都有详细的设计。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
根据题目设计的主要任务是圆形盖注射模具的设计,也就是设计一副注射模具来生产塑件产品,以实现自动化提高产量。
针对塑件的具体结构工艺性要求,该模具是单分型面注射模具。
关键词:ABS塑料注射成型浇注系统冷却系统单分型面目录第1章塑件的工艺性分析 (1)1.1塑件的几何形状分析 (1)1.2塑件原材料的成型特性分析 (1)1.3塑件的结构工艺性分析 (2)1.3.1塑件的尺寸精度分析 (2)1.3.2 塑件的表面质量分析 (3)1.3.3 塑件的结构工艺性分析 (3)第2章成型设备选择与模具工艺参数 (4)2.1 塑件的体积计算 (4)2.2 型腔数量选择 (4)2.3 注射机的初步选择 (4)第3章注射模的结构设计 (5)3.1 成型方法的确定 (5)3.2 分型面的选择 (5)3.3 浇注系统的设计 (5)3.3.1 主流道的设计 (5)3.3.2 分流道的设计 (7)3.3.3 浇口的设计 (8)3.4 排气槽的设计 (9)3.5 脱模机构的设计 (10)3.6 导向与定位机构的设计 (11)3.7 冷却系统的设计 (12)第4章成型零件的设计 (13)4.1 成型零件应具备的性能 (13)4.2 成型零件的结构设计 (13)4.2.1 型腔结构设计 (13)4.2.2 型芯结构设计 (13)第5章成型零件的工作尺寸计算 (14)5.1 型腔工作尺寸计算 (15)5.1.1 型腔径向尺寸 (15)5.1.2 型腔深度尺寸 (15)5.2 型芯工作尺寸计算 (15)5.2.1 型芯径向尺寸 (15)5.2.2 型芯高度尺寸 (15)5.3 型腔壁厚计算 (16)5.3.1矩形整体式型腔壁厚和底板厚的计算 (16)第6章注射机有关参数的校核 (18)6.1 注射机最大注射量的校核 (18)6.2 锁模力的校核 (18)6.3模具闭合高度的确定与校核 (18)6.3.1模具闭合高度的确定 (18)6.3.2 模具安装部分的校核 (19)6.4开模行程的校核 (19)第7章模具总装配图 (20)总结 (21)参考文献 (22)第1章塑件的工艺性分析1.1塑件的几何形状分析图1.1零件图塑件的名称:某型号零件塑件的材料:丙烯腈-丁二烯-苯乙烯共聚物(ABS),属于热塑性材料塑件的用途:属于工业用品塑件的生产批量:大批量注:(1)外形尺寸:该塑件壁厚为1mm,塑件高度为3mm,所用材料为ABS塑料,是热塑性塑料,适合于注射成型。

注射模设计步骤及实例注射模是用于制作注射器、针筒等医疗设备的模具。
模具的制作是一个复杂而精细的过程,需要经历多个步骤。
下面将详细介绍注射模的设计步骤及实例。
1.确定需求:在开始设计之前,首先需要与客户充分沟通,了解客户的需求和要求,包括产品的形状、尺寸、材料等。
同时还需要了解注射模的使用环境和功能要求,以确保设计出符合实际需要的模具。
2.绘制初步草图:在了解客户需求的基础上,设计师将根据实际情况绘制初步草图。
这个过程需要考虑到模具的整体结构、零件的尺寸和形状等。
设计师可以使用CAD等软件进行绘图,以便对模具的设计进行更好的规划和控制。
3.模具分析:在绘制初步草图之后,设计师需要进行模具分析。
这个过程包括识别和解决可能出现的问题,比如材料选择、产品的易变形部位等。
同时,还需要对模具进行结构分析,确保模具的稳定性和可靠性。
4.详细设计:在完成模具分析之后,设计师将开始进行详细设计。
这个过程需要考虑到模具的每个零件的制造和组装过程。
设计师需要了解材料的特性,选择合适的工艺和加工方法,并进行每个零件的细节设计。
5.制造模具:在完成详细设计之后,设计师需要将设计图纸交给模具制造厂家进行加工和制造。
制造过程需要使用各种加工设备,比如车床、铣床等,对模具的零件进行加工。
在制造过程中,需要进行严格的质量控制,确保每个零件的精度和质量。
6.装配和调试:在完成模具的制造之后,需要对模具进行装配和调试,以保证模具的正常运行。
这个过程包括将各个零件按照设计要求进行组装,并对模具进行调整和测试。
在调试过程中,需要确保模具的各个部分和功能都正常运作。
7.试模和样品确认:在完成装配和调试之后,需要进行试模和样品确认。
试模是指将模具放入注射机进行注射,获得产品样品,并对产品进行检验。
样品确认是指客户对样品进行验收,并根据需要提出修改要求。
8.修改和改进:根据客户的反馈和需求,设计师需要对模具进行修改和改进。
这个过程包括根据样品确认的结果,对模具的设计进行修改,以提高模具的性能和使用效果。

摘要本次设计完成的是注射器管的注塑模具设计,在设计过程中利用了AutoCAD、UG、Solidworks、Moldflow等软件完成全部设计工作。
由于PP(聚丙烯)具有良好的耐热性、流动性和成型性能,所以塑件材料选择PP(聚丙烯)。
塑件为乳白色,形状简单,结构对称,呈管状,精度要求较低。
通过对塑件的工艺分析, 结合一些计算和资料查阅,设计了一模两腔两板模, 浇口采用对称扇形浇口,顶出机构采用顶杆式,设计了支撑柱,并且利用复位杆和复位弹簧实现复位。
由于塑件内孔过长,所以在模具中运用了液压侧抽芯机构,解决侧孔成型和侧抽芯与塑件脱离型腔顺序问题。
本文还对模具设计中的其他方面进行了简单的介绍,在实际应用中模具动作平稳可靠, 生产的塑件符合设计和使用要求。
关键词:注塑模具设计;注射器管;UG;CAD/CAE/CAMABSTRACTThis design is injection mold design of syringe.In the design process,AutoCAD,UG,Solidworks and Moldflow are being used to complete all the design work.As PP(Polypropylene) has good heat resistance,fluidity and formability,it is chosen as the material of the product.The milky tubal product has simple shape,symmetrical structure and low accuracy requirement.By the process analysis and count of the product and research of the relevant information,the mold adopts two-plate mold with two cavities,the gate uses pin-point gate,the ejection mechanism utilizes push bars.The mold also adds support pins and adopts the reset rod and return spring to achieve restoration.As the bore of the product is too long,the hydraulic side pulling mechanism is being added to the mold. This article also makes brief introduction of other aspect of the mold design. In practice, the mold runs smooth and reliable, the product comply with the design and using requirement.Key Words:Injection mold design; Syringe;UG;CAD/CAE/CAM目录摘要 (I)ABSTRACT ................................................................................... 错误!未定义书签。
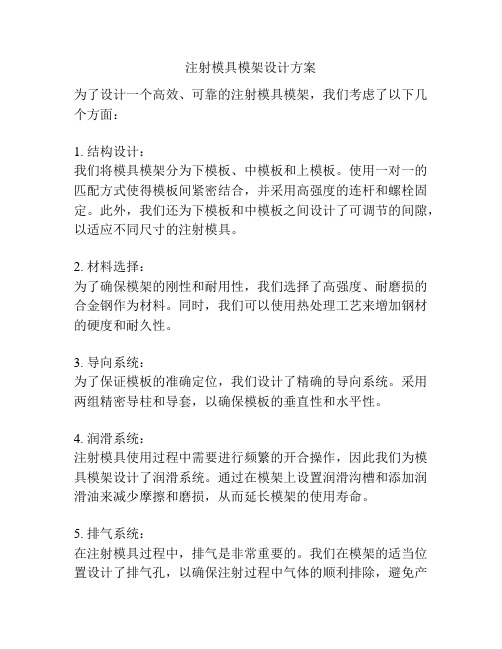
注射模具模架设计方案
为了设计一个高效、可靠的注射模具模架,我们考虑了以下几个方面:
1. 结构设计:
我们将模具模架分为下模板、中模板和上模板。
使用一对一的匹配方式使得模板间紧密结合,并采用高强度的连杆和螺栓固定。
此外,我们还为下模板和中模板之间设计了可调节的间隙,以适应不同尺寸的注射模具。
2. 材料选择:
为了确保模架的刚性和耐用性,我们选择了高强度、耐磨损的合金钢作为材料。
同时,我们可以使用热处理工艺来增加钢材的硬度和耐久性。
3. 导向系统:
为了保证模板的准确定位,我们设计了精确的导向系统。
采用两组精密导柱和导套,以确保模板的垂直性和水平性。
4. 润滑系统:
注射模具使用过程中需要进行频繁的开合操作,因此我们为模具模架设计了润滑系统。
通过在模架上设置润滑沟槽和添加润滑油来减少摩擦和磨损,从而延长模架的使用寿命。
5. 排气系统:
在注射模具过程中,排气是非常重要的。
我们在模架的适当位置设计了排气孔,以确保注射过程中气体的顺利排除,避免产
生缺陷。
总之,我们的设计方案结合了结构设计、材料选择、导向系统、润滑系统和排气系统等多个方面的考虑,旨在提供一个高效、可靠的注射模具模架。
塑料模设计及制造实例六、注射模主要零件加工工艺规程的编制 1.型腔板的加工工艺过程
序号 1 2 3 4 5 6 7 8 工序名称锻造热处理刨平磨钳车钻钳
295mm×295mm×98 mm 退火工序内容刨六面至尺寸291mm×291mm×94mm、对角尺磨六面至尺寸290mm×290mm×93mm保证上下平面与四平面互相垂直,垂直度为0.01mm/10mm、对角尺以上下平面及一对相互垂直的侧基面为基准划各孔中心线车型腔孔,并按图纸要求加工出φ169.82mm,φ136.86mm,φ128.8mm,φ126.8mm的孔。
. ①钻绞2-Φ9孔,并锪两沉头孔2-Φ15, 并留出0.5mm的精加工余量。
②用深孔钻钻Φ14的孔,冷却水孔到要求。
①与件2,19,21,25配作,钻绞4-φ30的孔,锪4-φ36的沉头孔到要求,并留出0.5mm的精加工余量。
②与件2,3,19,21,25配合钻绞4-φ16.8的孔到要求③与件25,26,14配合钻铰4-
φ14的孔,同时按图上要求加工出4-φ15,留出0.5mm的精加工余量。
④配钻8-M12螺纹底孔,并攻丝到要求。
⑤按拉块位置钻2-M10螺纹底孔,并攻丝到
要求。
磨4-φ14,2-Φ9,φ169.82mm,φ136.86mm,φ128.8mm,φ126.8,2-Φ15 . 各孔到要求。
研型腔Ra0.1并镀铬抛光。
9 10 磨去毛刺
思考与练习:思考与练习:完成连续作业,设计注射模具。

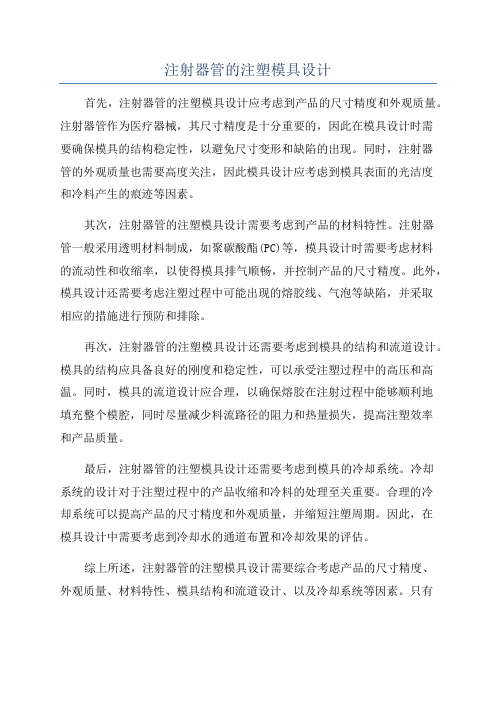
注射器管的注塑模具设计
首先,注射器管的注塑模具设计应考虑到产品的尺寸精度和外观质量。
注射器管作为医疗器械,其尺寸精度是十分重要的,因此在模具设计时需
要确保模具的结构稳定性,以避免尺寸变形和缺陷的出现。
同时,注射器
管的外观质量也需要高度关注,因此模具设计应考虑到模具表面的光洁度
和冷料产生的痕迹等因素。
其次,注射器管的注塑模具设计需要考虑到产品的材料特性。
注射器
管一般采用透明材料制成,如聚碳酸酯(PC)等,模具设计时需要考虑材料
的流动性和收缩率,以使得模具排气顺畅,并控制产品的尺寸精度。
此外,模具设计还需要考虑注塑过程中可能出现的熔胶线、气泡等缺陷,并采取
相应的措施进行预防和排除。
再次,注射器管的注塑模具设计还需要考虑到模具的结构和流道设计。
模具的结构应具备良好的刚度和稳定性,可以承受注塑过程中的高压和高温。
同时,模具的流道设计应合理,以确保熔胶在注射过程中能够顺利地
填充整个模腔,同时尽量减少料流路径的阻力和热量损失,提高注塑效率
和产品质量。
最后,注射器管的注塑模具设计还需要考虑到模具的冷却系统。
冷却
系统的设计对于注塑过程中的产品收缩和冷料的处理至关重要。
合理的冷
却系统可以提高产品的尺寸精度和外观质量,并缩短注塑周期。
因此,在
模具设计中需要考虑到冷却水的通道布置和冷却效果的评估。
综上所述,注射器管的注塑模具设计需要综合考虑产品的尺寸精度、
外观质量、材料特性、模具结构和流道设计、以及冷却系统等因素。
只有
通过科学合理的设计,才能制造出高质量的注射器管产品,提高生产效率和降低成本。


山东科技大学泰山科技学院学院摘要一、选题的依据1、课题来源:模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
用模具制造零件以其效率高,产品质量好,材料消耗低,生产成本低而广泛应用于制造业中。
注塑模亦称注射模,其成型原理是将塑料从注塑机的料斗送进加热的料筒中,经过加热熔化呈流动状态后,在柱塞和螺杆的推动下,熔融塑料被压缩并向前移动,进而通过料筒前的喷嘴以很快的速度注入温度较低的闭合模腔之中,充满型腔的熔料在受压的情况下,经冷却固化后即可保持模具腔所赋予的形状,然后开模分型获得成型塑件。
这样在操作上完成了一个周期的生产过程。
通常,一个成型周期从几秒钟到几分钟不等,时间的长短取决于塑件的大小、形状和厚度、模具的结构、注射机的类型及塑料的品种和成型工艺条件等因素。
塑料工业是当今世界上增长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。
本设计介绍了注射成型的基本原理,特别是单分型面注射模具的结构与工作原理,对注塑产品提出了基本的设计原则;详细介绍了冷流道注射模具浇注系统、温度调节系统和顶出系统的设计过程,并对模具强度要求做了说明;通过本设计,可以对注塑模具有一个初步的认识,注意到设计中的某些细节问题,了解模具结构及工作原理.性能良好的注塑设备是提高注塑生产技术水平的基本条件。
为了适应注塑新工艺的需要,研制了许多新型结构的注塑设备;为了满足新产品少批量生产的需要,注塑设备正在朝多功能、数控方向发展;为了提高生产率和生产安全,已经在应用各种自动化装置和注塑自动化生产线。
我们与他们相差甚远。
尽管我国模具工业有了长足的进步,部分模具已达到国际先进水平,但无论是数量还是质量仍满足不了国内市场的需要,每年仍需进口10多亿美元的各类大型,精密,复杂模具。
今后,我国模具行业应在以下几方面进行不断的技术创新,以缩小与国际先进水平的距离。
扩口管套注射模设计
中山环宇实业有限公司陈斌
[摘要]分析了零件的工艺性,设计了一种镶拼式抽芯机构,解决了生产难题,取得了较好的效益。
关键词:扩口管套;镶拼型芯;内抽芯
Abstract:Af t e r a n a nal y sis of t he t echnolo g ical p r ocess of t he fla ri n g p i p e slee ve p a r t,a s p lit cor e-p ulli n g mecha nis m was desi g ne d.It s ol ve d a difficult p r oble m of p r oduction a nd g ot g ood be nefits.
K e y words:fla ri n g p i p e slee ve;s p lit cor e;i nt e r nal cor e-p ulli n g
1塑件结构分析
图1为国标扩口管套U-PVC给水配件,公称尺寸系列从63mm到315mm共6种规格,要求用硬质PVC注射生产,尺寸准确,内外表面光滑,无熔接痕,无飞边。
该产品本身结构并不复杂,只是塑件内孔有一内凹,且直径相差较大,最小落差达8.2mm,给模具抽芯设计带来一定困难。
根据生产要求,模具必须满足自动化生产。
图1扩口管套
2模具结构设计方案
为简化模具结构,采用了液压抽芯,主分型面设在图1A—A处,因型芯结构需要,在图1B—B处另设一侧向分型面,以免型芯的凸出部分在合模时碰伤型腔。
该模具主要难点在塑件内腔的内凹部分的抽芯处理上。
为实现型芯膨胀部分的顺利抽芯,在设计时将该部分拆分成12块镶拼滑块,6块一组,如图2所示A、B两组。
抽芯时B组滑块在小斜楔的带动下先行动作向内收缩,让出A组滑块的活动空间,A组滑块在弹簧作用下动作,与B组滑块同时运动。
由于型芯直径尺寸的限制,同时还要考虑冷却水道的布置空间及型芯的强度和刚性,因此要在这样一个小空间内设置这一复杂的机构一定要仔细计算型芯脱出塑件,且不损伤制品的前提下, A、B组滑块所需动作的最小距离。
型芯及模具结构参见图3。
图2滑块分块图
型腔模技
术
图3模具结构
1.滑块Ⅰ
2.滑块Ⅱ
3.斜楔
4.A滑块组
5.滑块Ⅲ
6.B滑块组
7.限位螺钉
8.液压缸
由于此结构运动部件较多,各滑块之间应无阻滞现象,动作应灵活,且合模状态配合要紧密,否则不仅会使产品出现飞边,而且造成模具开模困难,甚至产生咬死,拉伤滑块,损坏模具。
因此对模具加工要求较高,加工的工艺路线安排要合理。
对于型芯的组合A、B组滑块,采取先外圆留余量线切割,再将型芯各部分组装好后精加工各尺寸的方法,这样可以尽可能地保证型芯的尺寸精度。
在最初的设计方案中,在A、B两组滑块的贴合面设置有T型槽和T型镶块,即在B组滑块动作时以T型镶块带动A组滑块同时动作。
试模过程中发现效果很不理想,由于受加工精度影响,制造误差客观存在,要想使各滑块实现同时动作很困难,而这些滑块受T型镶件的作用相互制约,只要其中任意两件出现卡死现象都会导致整个涨缩动作难以实现。
最后,将A组滑块改为以拉簧带动,生产实践证明是可行的。
3模具工作过程
如图3所示,模具开模后,液压缸带动滑块1拉动有T型槽的斜楔3,使B滑块组6向下收缩,让出一定空间,同时在拉簧的作用下,A滑块组4亦向内收缩,当滑块1运行L距离后,A、B两组滑块均已向内收缩到位,此时限位螺钉7作用,拉动滑块2使整个型芯脱出塑件。
另一侧型芯亦在液压缸作用下抽出,然后进行顶出,使塑件自动落下。
顶杆用弹簧复位。
本模具投入生产以来,从试模到小批量生产,产品质量稳定,运行良好。
由于硬质PVC流动性较差,根据生产中得到的经验,在0.1mm的间隙范围内,产品不会出现明显的溢边,所以尽管型芯上有许多镶件,但留在塑件上的痕迹并不明显。
要注意的是,生产过程中一定要特别防止杂物落入型芯的涨缩滑块中,并保持各运动部分的良好润滑。
第一作者:陈斌,广东中山市东风镇广珠路第三工业区,环宇实业有限公司,邮编:528425,电话: (0760)2612537
(收稿日期:2001年2月5日
)。