滚压成型机成型范围
- 格式:doc
- 大小:16.50 KB
- 文档页数:1

滚压成型机工作原理
1.滚轮的运动:滚压成型机的关键部件是滚轮,滚轮通常由两个或多
个成对安装的轮子组成。
在工作时,滚轮可以沿水平、垂直或轴向等方向
进行运动。
滚轮的运动方式可以通过液压系统、气压系统或电动传动系统
来控制和驱动。
2.材料的加载:滚压成型机的工作过程通常是将坯料放置在滚轮之间,并通过合适的夹具或装置进行固定。
在工作时,滚轮对置于中间的坯料进
行压制,并以一定的速度和力度将其转动。
3.压制过程:在滚轮的压制和转动过程中,坯料会遭受到多方面的作
用力。
首先,滚轮的压制力会使得坯料的形状开始变化,并逐渐接近所需
的形状。
其次,滚轮的转动会使得坯料跟随滚轮的旋转而发生相应的旋转。
这种旋转可以使得坯料的表面光滑度得到提高。
4.塑性变形:滚轮对坯料的压制力会使坯料的内部产生塑性变形。
通
过合适的滚轮设计和工艺参数的选择,可以使坯料在不断变形的过程中逐
渐达到所需的形状和尺寸。
在滚轮移动时,坯料会逐渐从初始形状变形为
所需形状,并获得一定的强度和硬度。
5.控制与调整:滚压成型机通常具有一套完整的控制系统,可以通过
调整滚轮的运动速度、压制力度和坯料的固定方式来实现对成型工艺的控
制和调整。
通过合适的参数设置和操作方法,可以获得满足要求的成品。
总之,滚压成型机的工作原理主要包括滚轮的运动、材料的加载、压
制过程、塑性变形以及控制与调整等多个方面。
这些过程相互协作,通过
适当的参数设置和操作方法,可以实现对金属或塑料坯料的压制和转动,
最终得到所需的形状和尺寸的产品。

辊压成型工艺的技术辊压成型工艺是一种广泛应用于金属材料加工中的成型工艺。
它可以利用金属的可塑性和可锻性,在轧制、拉伸等过程中通过辊轧等方式将金属材料加工成具有特定形状、尺寸和性能的零件。
辊压成型工艺的原理主要是利用机械力的作用,将金属材料压制、轧制或拉伸成为特定的形状。
通常情况下,辊压成型工艺需要使用精密的工艺设备,例如辊式机床、压力机等,来完成复杂的加工过程。
辊压成型工艺不仅可以适用于各种类型的金属材料,还可以适用于塑料、橡胶等非金属材料的加工。
具体而言,辊压成型工艺主要包括以下方面的内容:1. 选择合适的金属材料。
不同的金属材料在加工过程中应用不同的辊压成型工艺,因此要根据材料的种类和性质来选择合适的加工方式。
2. 准备设备和工具。
辊压成型工艺需要使用辊式机床、压力机等设备,同时需要精密的夹具、导向件等工具来辅助加工过程。
3. 决定加工方式。
辊压成型工艺具有多种加工方式,例如轧制、拉伸、冷扎等。
需要根据工件形状、尺寸和加工要求等进行详细的选择和调整。
4. 进行加工过程。
在辊压成型工艺的加工过程中,需要对加工设备进行调整和控制,确保加工的精度和质量。
同时需要定期检查和维护设备的性能和使用情况。
5. 检查成品质量。
在辊压成型工艺中,加工出的工件需要经过精密的质量检测,来保证其符合加工要求和标准。
在实际的应用中,辊压成型工艺被广泛应用于制造各类零件和产品。
例如轴承、齿轮、汽车零部件等。
辊压成型工艺具有精度高、加工效率高、成形难度小、成品质量好等优点,在工业领域中得到广泛的应用和推广。
总之,辊压成型工艺是一种高精度、高效率的金属材料加工方式,在各个工业领域中发挥着不可替代的作用。
未来,随着科技的发展和工艺技术的不断创新,辊压成型工艺将得到更广泛的应用和推广。

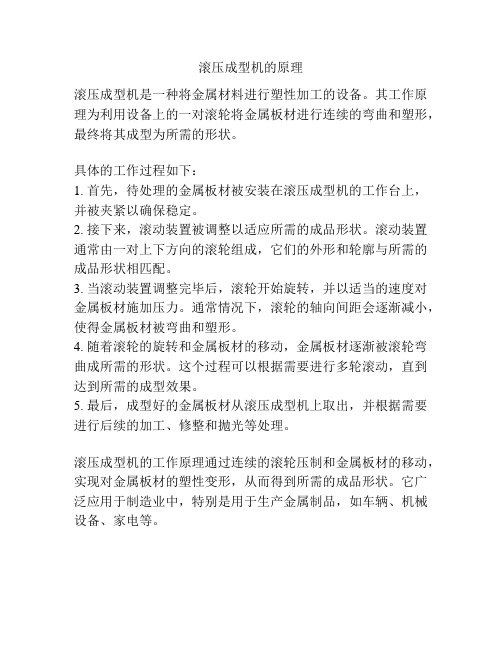
滚压成型机的原理
滚压成型机是一种将金属材料进行塑性加工的设备。
其工作原理为利用设备上的一对滚轮将金属板材进行连续的弯曲和塑形,最终将其成型为所需的形状。
具体的工作过程如下:
1. 首先,待处理的金属板材被安装在滚压成型机的工作台上,并被夹紧以确保稳定。
2. 接下来,滚动装置被调整以适应所需的成品形状。
滚动装置通常由一对上下方向的滚轮组成,它们的外形和轮廓与所需的成品形状相匹配。
3. 当滚动装置调整完毕后,滚轮开始旋转,并以适当的速度对金属板材施加压力。
通常情况下,滚轮的轴向间距会逐渐减小,使得金属板材被弯曲和塑形。
4. 随着滚轮的旋转和金属板材的移动,金属板材逐渐被滚轮弯曲成所需的形状。
这个过程可以根据需要进行多轮滚动,直到达到所需的成型效果。
5. 最后,成型好的金属板材从滚压成型机上取出,并根据需要进行后续的加工、修整和抛光等处理。
滚压成型机的工作原理通过连续的滚轮压制和金属板材的移动,实现对金属板材的塑性变形,从而得到所需的成品形状。
它广泛应用于制造业中,特别是用于生产金属制品,如车辆、机械设备、家电等。
YX15-225-900波纹瓦成型工艺及专机设计摘要纹瓦是一种应用于建筑领域的钢材,它质量可靠, 造型美观。
体积小,有良好的抗热性和热传导性,在应用方面,它装拆方便、可靠、实用。
在建筑领域有着光明的前景。
本设计是针对波纹瓦的特点,用滚压成型设备把钢料成型为波纹形。
板料的滚压成形是将长的金属带料于前后排的数组成形滚轮中心通过,随着辊轮的回转,在将料送进的同时又顺次进行弯曲加工以成形出所需断面形状的加工方法。
滚压成形方法是一种性能优越并具有较大使用价值的一种新型的加工方法。
本设计从理论入手,用简单的滚压成型技术,设计出质量可靠,设备简单的成型机。
设计重点是滚压成形工艺和辊轮的设计。
在设计的过程中,我们用成形方法设计出所需的滚轮数和其参数。
该设计是在参考已有的型号类似的滚压机的基础上设计而成的。
关键词波纹瓦;滚压;成型;辊轮The Rolling Craft and Machine Designof YX15-225-900 Ripples TileABSTRACTThe ripples tile is a kind of material that used in the building area, its quantity credibility, shape beauty, volume small, and good anti- heat and hot conductibility. At the applied aspect, it fits out convenience, credibility and practical, and has a bright foreground in the building area. This design is using the roller equipment to model the material into ripples form through the feature of the ripples tile. While the roller is turning around, make the material pass through the center of the roller, then the shape of demanding will be formed. Roll forming is a new kind of to take shape method is a kind of process method which has a superior function and using value. The aim of this design is to design a credible and simplify equipment by using the roll forming commenced from the theories. the point of the design is the designing of rollers and the craft of roll forming. In the process of the design, we calculated the number of the rollers and its parameters through the use of the forming method. During the design I have consulted the similar machine that has already been made.KEY WORDS ripples tile; rolling; roll forming ;roller目录中文摘要 (1)英文摘要 (2)绪论 (5)1滚压成形的概述 (6)1.1 滚压成型的特点 (6)1.2 成形原理 (6)1.3 导向线的确定 (7)1.4 成行顺序 (7)1.5 弯曲方法 (7)2 辊轮的设计 (9)2.1 滚压成型方案及辊道数的确定 (9)2.2 花型展开图 (15)3 滚压成形力及扭距和功率的计算 (17)3.1 受力分析计算 (17)3.2 滚压成形力的计算 (18)3.3 辊轮轴的设计 (20)3.3.1 计算轴上的载荷 (20)3.3.2 初步确定轴的最小直径 (22)3.3.3轴的结构设计 (22)3.4 辊轮直径和辊轮轴扭距的计算 (22)3.4.1 辊轮的节圆直径 (22)3.4.2 各辊轮直径及轴扭距的计算 (23)3.5 辊轮传动方式的确定及输出扭矩的计算 (28)3.5.1链传动 (28)3.5.2链传动的效率 (28)3.6 电动机和减速器的选择 (29)4 传动装置的设计和校核 (30)4.1 链传动的设计 (30)4.1.1 辊轮轴之间链传动的设计 (30)4.1.2轴和电动机之间的滚子链设计 (32)4.2 轴的强度校核 (34)4.3 齿轮的设计和校核 (34)4.4 轴承的设计和校核 (36)4.5 键的选择和校核 (36)总结 (38)参考文献 (39)致谢 (40)绪论机械工业的生产水平是一个国家现代化建设水平的主要标志。
滚压成型机工作原理
1.选择适当的滚轮:根据需要制造的零件形状,选择具有相应轮廓的
滚轮。
滚轮通常由坚硬的材料制成,如钢或硬质合金。
2.安装滚轮:将滚轮安装在滚压成型机的辊轴上,确保其正确对准工件。
3.安装工件:工件可以是金属板、管或线材等。
将工件放置在滚轮之间,以便滚轮可以对其施加压力。
4.施加压力:通过滚轮上的液压缸或电动机,对工件施加适当的压力。
压力的大小和施加的方式根据需要制造的零件而变化。
5.进料和送料:通过控制滚轮和工件之间的距离和滚轮的转动速度,
将工件逐步引导到滚轮之间,以便将其压制成所需形状。
进料和送料的系
统通常由电机和传动机构控制。
6.滚轮旋转和转速控制:滚轮通过电机或液压驱动,并以适当的速度
旋转。
同时,滚轮的转速可以根据需要进行调整,以获得所需的成形速度
和形状。
7.成品处理:经过滚压成型后,工件制成所需形状,并从设备的另一
侧输出。
进一步处理,如切割、焊接等,可以在需要时进行。
总结起来,滚压成型机的工作原理主要包括选择适当的滚轮,安装滚
轮和工件,施加适当的压力,控制滚轮的旋转速度和转速,最终将工件制
成所需的形状和尺寸。
滚压成型机通过其高效、精确和可靠的工作原理,
在金属加工领域起着重要的作用。

滚压成型
定义利用滚压头和模型各自绕自己轴线的定轴转动,将投放在模型中的塑性泥料延展压制成型。
优点:(1).坯体致密,强度高,不易变形。
(2).水分低,制品光洁平整,产品规格一致。
(3).生产率高,劳动强度较低。
(4).适应于阴、阳模成型,单机联线。
(5).操作技术不要很高,便于组成自动化生产线
1、按成形工艺分
⑴.阳模成形:用凸模,坯体的使用面对着模型,滚头决定坯体的外表面。
它适用于扁平状的盘类制品(浅制品)。
优点:带模干燥时不易变形(有支撑),使用面能随模型而刻印出花纹及曲边,在生产线中取坯和回模较为简单。
缺点:取坯时易使坯体变形、开裂。
⑵.阴模成形:用凹模,坯体的非使用面对着模型,滚头决定坯体的内表面。
它适用于碗、杯、碟类和尺寸不大的盘类制品(深制品)。
优点:取坯时不接触坯体,变形小。
主轴转速可高些,不易飞泥。
缺点:在生产线中回模较为复杂(翻转180°)。
2、按滚压头分
⑴.冷滚压(常温):滚头结构简单,不需加热和恒温控制设备,泥料含水率要低,易粘滚头。
⑵.热滚压(100~120℃):表面产生一层蒸汽膜,不易粘滚头,坯体表面光滑,泥料水分可高些,可塑性也可差些。
3、按工作台分
⑴.固定工作台式
⑵.回转工作台式
⑶.往复工作台式。
滚压成型工艺技术
一、简介
滚压成型工艺技术是一种比较常见的金属加工技术,主要应用于制造轴类、螺纹类等多样化的零部件。
该工艺以金属材料的塑性变形为基础,通过滚制轧制的方式加工出所需尺寸和形状的成品。
二、工艺流程
1. 材料准备。
在滚压成型之前,需要选择合适的材料及规格,然后进行预处理,包括切割、切断、铸造等。
2. 机器操作。
将材料置于滚轮之间,进行压制、拉伸、压平等多种加工操作,根据所需的几何形状进行不断的调整。
该过程需要精密的机器设备和高技能的操作人员。
3. 热处理。
将成型好的零件进行退火、淬火等处理,以增强其强度和硬度,并保证其质量稳定。
4. 表面处理。
加工好的零件表面进行除氧化、除毛刺、表面抛光等处理,使其呈现出更好的外观和质感。
5. 组装。
将不同的零件通过焊接、螺纹连接等方式组装为一个整体,以完成最终的产品。
三、适用性与优劣
滚压成型工艺技术适用于制造多样化的金属制品。
其优点在于高生产效率、精度高、加工成本低、能够成型复杂的几何形状等。
但是,该
工艺技术也存在一些劣势,例如热量损耗大、设备成本高、操作工艺
复杂等。
四、应用领域
滚压成型工艺技术主要应用于制造:轴类、卡扣类、螺纹类、齿轮类、凸轮轴类、车辆配件类、电子产品类、数码产品类等各种工业制品。
五、发展趋势
滚压成型工艺技术随着国家智能制造产业政策的支持,在未来的几年
中将会得到快速的发展。
预计该技术在金属加工领域的应用将继续扩展,同时,随着制造技术的进一步智能化,生产效率和质量将得到更
为显著的提高。

滚压成型标准全文共四篇示例,供读者参考第一篇示例:滚压成型是一种常见的金属加工工艺,它通过利用辊轮对金属进行高压压制,将金属原料变形成所需形状和尺寸的产品。
在滚压成型过程中,产品的质量和精度受到许多因素的影响,其中滚压成型标准是至关重要的一环。
本文将着重介绍滚压成型标准的相关内容。
一、滚压成型标准的制定目的制定滚压成型标准的目的在于规范和统一滚压成型工艺,保证产品的质量和性能达到要求,提高生产效率和降低成本。
滚压成型标准包括工艺标准、设备标准、产品标准和质量控制标准等,它们共同构成了一个完整的滚压成型体系,指导着生产实践。
1. 工艺标准工艺标准是滚压成型中最基础的标准之一,它包括工艺流程、参数设定、工艺规范和操作要求等内容。
工艺标准规定了金属加热温度、辊轮压力、成型速度等关键参数,确保产品成型过程中的稳定性和精度。
2. 设备标准设备标准是滚压成型设备的规范要求,包括辊轮机床、压力机、加热炉等设备的型号、规格和性能参数。
设备标准要求设备的可靠性和稳定性,以确保滚压成型工艺的顺利进行。
3. 产品标准产品标准是滚压成型产品的质量要求,包括外形尺寸、表面质量、力学性能和化学成分等指标。
产品标准是生产质量的保证,对产品的检验和验收起着重要作用。
4. 质量控制标准质量控制标准是滚压成型生产过程中的质量管理要求,包括原材料检测、工艺控制、检验验收和质量记录等内容。
质量控制标准是确保产品质量稳定和可靠的关键环节。
要保证滚压成型标准的有效实施,首先要建立健全的质量管理体系,明确各项标准的执行要求和责任分工。
要加强员工培训和技能提升,提高操作人员的技术水平和质量意识。
要定期对滚压成型设备和产品进行检测和评估,及时发现和纠正问题,确保生产工艺的稳定性和产品质量的一致性。
1. 提高生产效率通过依据标准化的滚压成型工艺流程和操作要求,能够有效地提高生产效率,减少生产过程中的浪费和损耗,提高生产线的运行速度和生产能力。
2. 降低成本滚压成型标准化能够减少产品生产过程中的重复性工作和不必要的调整,降低了生产成本以及设备维护和维修费用,提高了企业的经济效益。

滚压成型标准全文共四篇示例,供读者参考第一篇示例:滚压成型是制造行业中常用的一种加工方法,通过利用辊压机将金属材料在一对辊的间隙中进行压力加工,使其产生塑性变形,从而得到所需的形状和尺寸。
该工艺具有成本低、生产效率高、加工精度高等优点,被广泛应用于汽车、航空航天、电子等领域。
为了确保滚压成型的质量和效果,制定了一系列的滚压成型标准,这些标准包括了材料选择、工艺参数、设备要求、质量控制等方面的规定,指导生产过程中的各个环节,保证产品达到预期的要求。
材料选择是滚压成型的关键因素之一。
标准中规定了适用于滚压成型的金属材料种类、牌号和性能要求,要求其具有良好的塑性变形能力和韧性,以确保在辊压机中能够顺利进行加工。
对于不同的产品和要求,还会有相应的材料热处理要求,以提高材料的机械性能和耐磨性。
工艺参数的选择也是滚压成型中的重要环节。
标准中规定了不同材料、厚度、形状等情况下的辊压机转速、压力、温度等参数,以确保成型过程中材料的均匀性和一致性。
还要求对于不同工件形状和加工要求,需要进行合理的辊轮设计和模具设计,以确保成品的精度和表面质量。
标准中还规定了辊压机设备的要求,包括对于设备的性能、精度、稳定性等方面的要求,以及操作人员的技术要求和安全规范。
只有保证设备的正常运转和操作人员的专业技能,才能确保滚压成型的顺利进行和产品质量的稳定。
质量控制是滚压成型标准中最关键的一部分。
标准规定了产品的质量检验标准和方法,包括外观质量、尺寸精度、机械性能等各个方面的指标和要求。
只有通过严格的质量控制,才能确保滚压成型产品的质量和性能,满足客户的需求和市场的要求。
滚压成型标准是滚压成型工艺中的基础和保障,只有严格遵守标准的要求,才能确保产品质量和生产效率,提高企业的竞争力和市场份额。
希望通过不断的标准化和质量控制,滚压成型工艺能够不断改进和完善,为制造业的发展和进步做出贡献。
【字数不足,无法继续】第二篇示例:滚压成型,是一种常见的金属加工工艺,通过对金属材料进行辊压加工,使其在一定范围内变形成所需的形状。
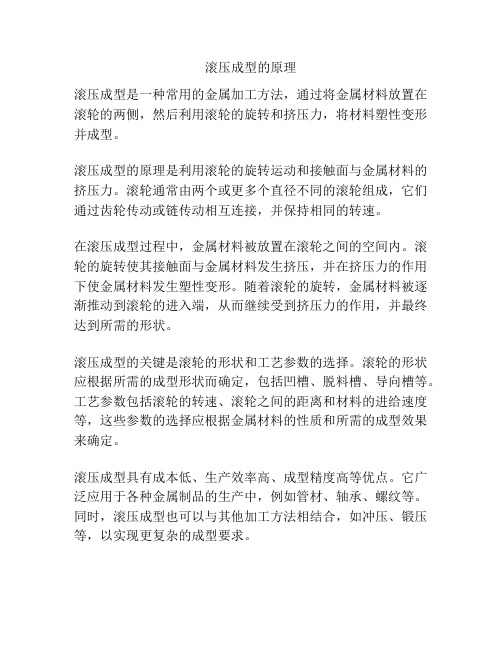
滚压成型的原理
滚压成型是一种常用的金属加工方法,通过将金属材料放置在滚轮的两侧,然后利用滚轮的旋转和挤压力,将材料塑性变形并成型。
滚压成型的原理是利用滚轮的旋转运动和接触面与金属材料的挤压力。
滚轮通常由两个或更多个直径不同的滚轮组成,它们通过齿轮传动或链传动相互连接,并保持相同的转速。
在滚压成型过程中,金属材料被放置在滚轮之间的空间内。
滚轮的旋转使其接触面与金属材料发生挤压,并在挤压力的作用下使金属材料发生塑性变形。
随着滚轮的旋转,金属材料被逐渐推动到滚轮的进入端,从而继续受到挤压力的作用,并最终达到所需的形状。
滚压成型的关键是滚轮的形状和工艺参数的选择。
滚轮的形状应根据所需的成型形状而确定,包括凹槽、脱料槽、导向槽等。
工艺参数包括滚轮的转速、滚轮之间的距离和材料的进给速度等,这些参数的选择应根据金属材料的性质和所需的成型效果来确定。
滚压成型具有成本低、生产效率高、成型精度高等优点。
它广泛应用于各种金属制品的生产中,例如管材、轴承、螺纹等。
同时,滚压成型也可以与其他加工方法相结合,如冲压、锻压等,以实现更复杂的成型要求。


压机辊体制作工艺
一.技术要求
1.辊体外筒成型公差:直径(0,+10)椭圆度≤5mm。
2.两端盖与外筒的垂直度≤3mm。
3.所有对接焊缝和连接环缝均要求超声波探伤,符合JB4730-94Ⅱ级要求。
4.芯轴与外筒的同轴度≤1.5mm。
5.辊体外圆采用机械加工处理达12.5um。
二.加工方法
1.∮1700和∮2000辊体外圆均按1/2圆周下料、滚制。
2.端盖可以拼接,拼接数量为二合一,拼接焊缝须经探伤合格。
3.辊体外圆组对时必须放地样先找圆后组对,椭圆度必须控制在5mm之内。
4.组对时考虑好直径放量∮1700+12,∮2000+12。
5.立缝焊完后,必须先修圆,然后才能组对端盖,端盖与外圆的焊接为单V型坡口焊接,但必须封根焊。
6.端盖人孔的止口台阶取消。
三.制作顺序
1.辊体外圆和端盖组对完后进行退火处理。
2.退火后送立车加工辊体外圆和端盖内孔及破口。
3.组装芯轴、焊接、超探检验合格后,对芯轴与端盖环缝进行退火处理。

滚压设备及滚压方法
滚压设备是一种将材料通过滚动或挤压的方式进行加工的设备。
它通常由辊子和辊子间隙调节机构组成,用于在材料上施加压力和形成所需形状。
滚压方法是一种将材料置于滚压设备中,并通过辊子的旋转和压力施加,使材料发生形变的加工方法。
通过调节辊子间隙和辊子的旋转速度,可以控制材料的形状、厚度和表面质量。
滚压设备及滚压方法的应用范围广泛。
在金属加工中,滚压常用于板材和线材的薄压、定尺修整和表面光洁处理。
在塑料加工中,滚压可用于塑料薄膜和板材的成型和压纹处理。
在纺织加工中,滚压可用于纺织品的整理、压光和压花等工艺。
同时,滚压还可以用于橡胶、纸张、玻璃等材料的加工。
滚压设备及滚压方法具有以下优点:操作简便、加工效率高、成本低、加工精度高、表面质量好等。
它已成为许多工业领域中不可或缺的加工手段之一。
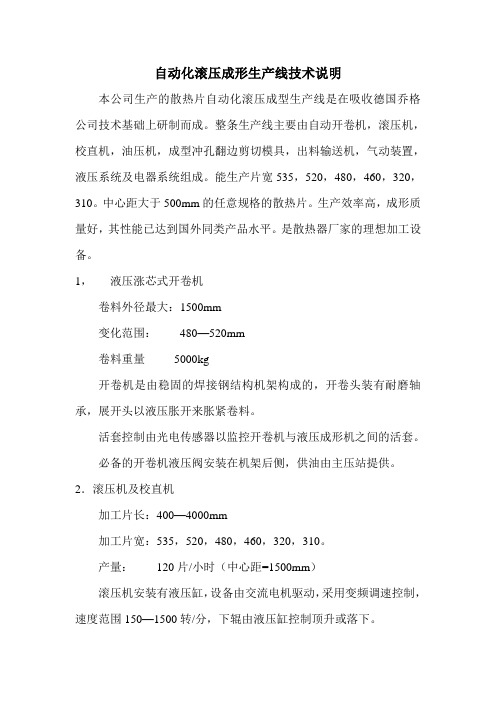
自动化滚压成形生产线技术说明本公司生产的散热片自动化滚压成型生产线是在吸收德国乔格公司技术基础上研制而成。
整条生产线主要由自动开卷机,滚压机,校直机,油压机,成型冲孔翻边剪切模具,出料输送机,气动装置,液压系统及电器系统组成。
能生产片宽535,520,480,460,320,310。
中心距大于500mm的任意规格的散热片。
生产效率高,成形质量好,其性能已达到国外同类产品水平。
是散热器厂家的理想加工设备。
1,液压涨芯式开卷机卷料外径最大:1500mm变化范围:480—520mm卷料重量5000kg开卷机是由稳固的焊接钢结构机架构成的,开卷头装有耐磨轴承,展开头以液压胀开来胀紧卷料。
活套控制由光电传感器以监控开卷机与液压成形机之间的活套。
必备的开卷机液压阀安装在机架后侧,供油由主压站提供。
2.滚压机及校直机加工片长:400—4000mm加工片宽:535,520,480,460,320,310。
产量:120片/小时(中心距=1500mm)滚压机安装有液压缸,设备由交流电机驱动,采用变频调速控制,速度范围150—1500转/分,下辊由液压缸控制顶升或落下。
设备由可编程控制器(PLC)控制,PLC同时控制压力机及开卷机设备。
您只需向触摸屏输入需加工片子的规格,长度及数量,生产线便可以按照您的要求自动生产,达到规定数量后自动停机。
滚压机有两种结构:一种为双排辊,一种为三排辊。
双排辊可以生产三种规格535(520),480,310,无须更换轧辊,三排辊可以生产四种规格535,520,480,310,无须更换轧辊(480与310套用一对轧辊)。
轧辊结构为可拆式,如生产其他规格散热片只要更换一对轧辊即可。
滚压后的片子由校直机校正平直后喂入压力机。
成形后的片子由出料输送机送出并自动叠码在出料输送机前端的集料小车上。
全部运行由控制系统执行。
3,油压机(用户提供)液压快速提升压机,最大压力为2000kN。
工作台面500X800(柱内尺寸),片型头的成形,冲孔,翻边,剪切复合模具安装在工作台上。

滚压成型机成型范围
一、T2G02200单头滚压机
成型产品尺寸: (盘类素坯) Ф<250mm
(碗类素坯) Ф<200mm
(杯类素坯) H<180mm
二、T2G02300A单头滚压机
成型产品尺寸: (盘类素坯) Ф<300mm
(碗类素坯) Ф<250mm
(杯类素坯) H<160mm
三、T2G02300单头滚压机
成型产品尺寸: (盘类素坯) Ф<300mm
(碗类素坯) Ф<250mm
(杯类素坯) H<160mm
(鼓形类素坯) 坯体口径>1/2倍坯体底部直径
四、T2G02400A单头滚压机
成型产品尺寸: (盘类素坯) Ф<400mm
(碗类素坯) Ф<300mm
五、T2G07200双头滚压机
成型产品尺寸: (盘类素坯) Ф<250mm
(碗类素坯) Ф<200mm
(杯类素坯) H<180mm
六、T2S50塑压成型机
成型产品尺寸: (异形盘类素坯) <450mm
(碗类素坯) <400mm
建议:在原成型机配置数量上增加2台T2G02300A(1台备用,1台打样)、1台T2G07200双头滚压成型机(打样用)。