(完整版)成品检验报告单.doc
- 格式:doc
- 大小:116.02 KB
- 文档页数:2

原材、半成品、成品、出厂合格证及试(检)验报告
一、水泥
1.自发出日起7天内出具的3d强度;
-----------------32天内补发的28d----。
2.(1)合格证(水泥厂质检部门)
如:某水泥厂购买的水泥,进场需提供水泥出厂合格证原件抄件及复印件。
(2)合格证内容:
水泥牌号、厂标厂名、品种、强度等级、出厂日期、批号、合格证编号;(技术要求的试验结果):不容物、氧化镁、烧失量、三氧化硫、细度、凝结时间、安定性、强度、不容物含量、碱含量。
混合材料名称和掺和量,属旋窑和立窑生产。
水泥厂质检部门和技术部门加盖的印章;抄件上注明合格证品质指标;原件编号及存放处;抄件人及抄件单位印章材料员要注明水泥吨数并加盖抄件人及抄件单位印章。
(3)检验报告单的核查内容:
细度、凝结时间、安定性、抗压、抗折强度;
数据是否达到要求;
检验编号、检验报告吻合水泥批量;
签章手续;
3.出厂合格证和检验报告汇总并填写相应汇总表。
二、钢筋
1.钢筋品种分类:
(1)化学成分:碳素钢筋、普通低合金钢钢筋
(2)外形:光园钢筋、变形刚、钢丝、钢绞线等
(3)强度:热轧钢筋强度等级为Ⅰ(A)级Ⅱ级(B)Ⅲ级(C)Ⅳ级(D)
2.合格证、试验报告
出场质量证明书、实验报告和单机械性能试验
集中加工的。
来料/制程/成品抽样检验规范1.目的:规范来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好.2.范围:适用本公司监督检查委外加工厂执行状况及委外加工厂执行IQC进料检验、制程检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、IPQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.内容:4。
1.来料检验1)抽样标准:按MIL-STD—105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0。
65;MINOR:2。
5②结构料MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次6)生产部驻厂质检员对来料抽检的规定为,对3C关键性元器件采取每四批至少抽检一批确认外协加工厂来料检查执行情况,一般性器件采取每七批抽检一批的比例执行。
以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
4。
2.制程检验1)抽样标准:按MIL—STD—105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①功能不良MAJOR:0.65;MINOR:2。
5②外观不良MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每四小时生产作为一个批量,低于4小时按照实际生产数量作为送检数量.6)生产部质检员依据每四批至少抽检一批的标准执行。
作业依据参见具体《物料检验标准》及《成品检验标准》,特殊情况由研发工程师决定.4。
3.成品出货检验1)抽样标准:按MIL—STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①主机/键盘:CR:0。
4,MAJOR:0。
65;MINOR:2.53)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以客户每次的订单数量作为一个批量检验。

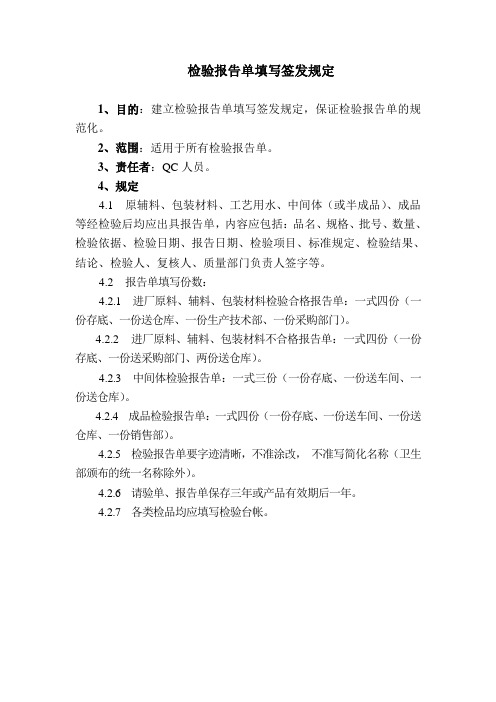
检验报告单填写签发规定
1、目的:建立检验报告单填写签发规定,保证检验报告单的规范化。
2、范围:适用于所有检验报告单。
3、责任者:QC人员。
4、规定
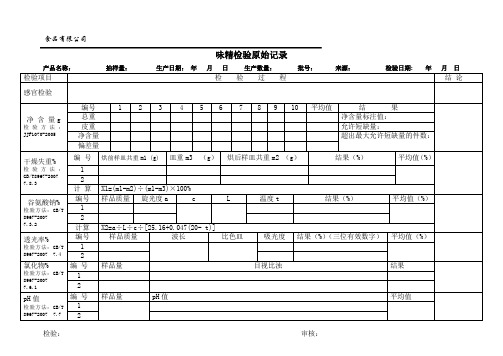
4.1 原辅料、包装材料、工艺用水、中间体(或半成品)、成品等经检验后均应出具报告单,内容应包括:品名、规格、批号、数量、检验依据、检验日期、报告日期、检验项目、标准规定、检验结果、结论、检验人、复核人、质量部门负责人签字等。
4.2 报告单填写份数:
4.2.1 进厂原料、辅料、包装材料检验合格报告单:一式四份(一份存底、一份送仓库、一份生产技术部、一份采购部门)。
4.2.2 进厂原料、辅料、包装材料不合格报告单:一式四份(一份存底、一份送采购部门、两份送仓库)。
4.2.3 中间体检验报告单:一式三份(一份存底、一份送车间、一份送仓库)。
4.2.4 成品检验报告单:一式四份(一份存底、一份送车间、一份送仓库、一份销售部)。
4.2.5 检验报告单要字迹清晰,不准涂改,不准写简化名称(卫生部颁布的统一名称除外)。
4.2.6 请验单、报告单保存三年或产品有效期后一年。
4.2.7 各类检品均应填写检验台帐。

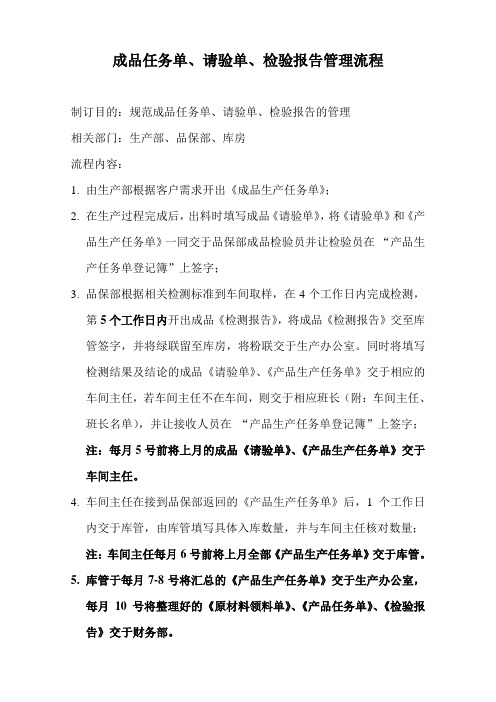
成品任务单、请验单、检验报告管理流程
制订目的:规范成品任务单、请验单、检验报告的管理
相关部门:生产部、品保部、库房
流程内容:
1.由生产部根据客户需求开出《成品生产任务单》;
2.在生产过程完成后,出料时填写成品《请验单》,将《请验单》和《产
品生产任务单》一同交于品保部成品检验员并让检验员在“产品生产任务单登记簿”上签字;
3.品保部根据相关检测标准到车间取样,在4个工作日内完成检测,
第5个工作日内开出成品《检测报告》,将成品《检测报告》交至库管签字,并将绿联留至库房,将粉联交于生产办公室。
同时将填写检测结果及结论的成品《请验单》、《产品生产任务单》交于相应的车间主任,若车间主任不在车间,则交于相应班长(附:车间主任、班长名单),并让接收人员在“产品生产任务单登记簿”上签字;
注:每月5号前将上月的成品《请验单》、《产品生产任务单》交于车间主任。
4.车间主任在接到品保部返回的《产品生产任务单》后,1个工作日
内交于库管,由库管填写具体入库数量,并与车间主任核对数量;
注:车间主任每月6号前将上月全部《产品生产任务单》交于库管。
5.库管于每月7-8号将汇总的《产品生产任务单》交于生产办公室,
每月10号将整理好的《原材料领料单》、《产品任务单》、《检验报告》交于财务部。
附:车间主任、班长名单。
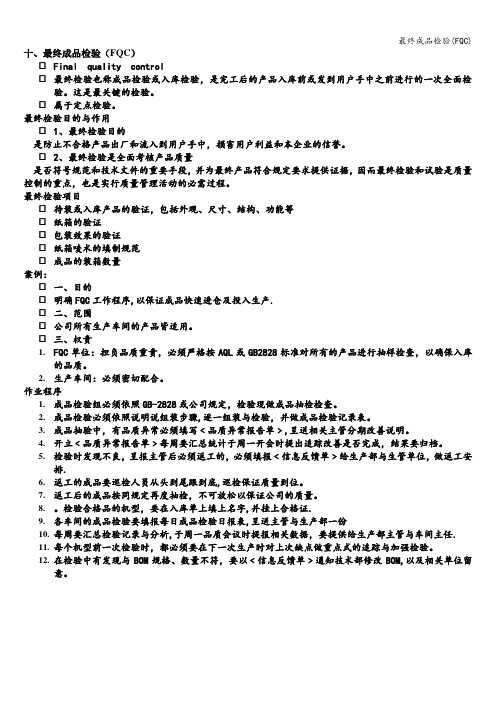
最终成品检验(FQC) 十、最终成品检验(FQC)☐Final quality control☐最终检验也称成品检验或入库检验,是完工后的产品入库前或发到用户手中之前进行的一次全面检验。
这是最关键的检验。
☐属于定点检验。
最终检验目的与作用☐1、最终检验目的是防止不合格产品出厂和流入到用户手中,损害用户利益和本企业的信誉。
☐2、最终检验是全面考核产品质量是否符号规范和技术文件的重要手段,并为最终产品符合规定要求提供证据,因而最终检验和试验是质量控制的重点,也是实行质量管理活动的必需过程。
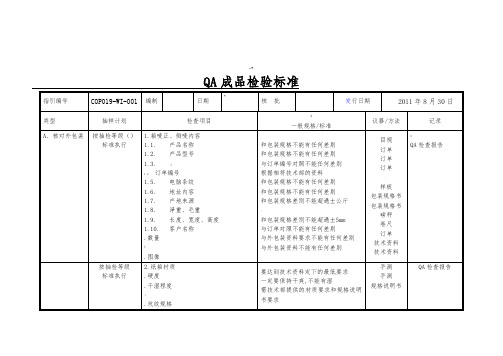
最终检验项目☐待装或入库产品的验证,包括外观、尺寸、结构、功能等☐纸箱的验证☐包装效果的验证☐纸箱唛术的填制规范☐成品的装箱数量案例:☐一、目的☐明确FQC工作程序,以保证成品快速进仓及投入生产.☐二、范围☐公司所有生产车间的产品皆适用。
☐三、权责1.FQC单位:担负品质重责,必须严格按AQL或GB2828标准对所有的产品进行抽样检查,以确保入库的品质。
2.生产车间:必须密切配合。
作业程序1.成品检验组必须依照GB-2828或公司规定,检验现做成品抽检检查。
2.成品检验必须依照说明说组装步骤,逐一组装与检验,并做成品检验记录表。
3.成品抽验中,有品质异常必须填写﹤品质异常报告单﹥,呈送相关主管分期改善说明。
4.开立﹤品质异常报告单﹥每周要汇总统计于周一开会时提出追踪改善是否完成,结果要归档。
5.检验时发现不良,呈报主管后必须返工的,必须填报﹤信息反馈单﹥给生产部与生管单位,做返工安排.6.返工的成品要巡检人员从头到尾跟到底,巡检保证质量到位。
7.返工后的成品按同规定再度抽检,不可放松以保证公司的质量。
8.。
检验合格品的机型,要在入库单上填上名字,并挂上合格证.9.各车间的成品检验要填报每日成品检验日报表,呈送主管与生产部一份10.每周要汇总检验记录与分析,于周一品质会议时提报相关数据,要提供给生产部主管与车间主任.11.每个机型前一次检验时,都必须要在下一次生产时对上次缺点做重点式的追踪与加强检验。

铝合金门窗产品质量检验报告.docx
铝合金门 / 窗产品质量检验报告(JY/QR1001-04) 工程名称合同号
产品名称
注册商标嘉寓规格型号
检验类别出厂检验
成品数量检验依据
检验数量检验时间
序号标准要求
检验数据单项12345678910评定
门/ 窗槽口宽度偏差
1
±>2000 ±2mm
≤2000mm
门/ 窗槽口高度偏差
2
±>2000±2mm
≤2000mm
门/ 窗框对边尺寸之差
3
≤>2000≤2mm
≤2000mm
门/ 窗框对角线尺寸之差
4
≤2mm >2000 ≤ 3mm
≤2000mm
5门/ 窗框与扇搭接宽度偏差± 1mm
6同一平面高低之差≤
7装配间隙≤
玻璃与槽口配合
8
A≥b≥15c≥
9启闭力≤ 50N
10外观质量 ( 无铝屑、毛刺、污迹、外
溢胶、明显色差、划、擦、碰伤)
检验结论:
注:表中符号“√”表示合格,“×”表示不合格。
质检员:。
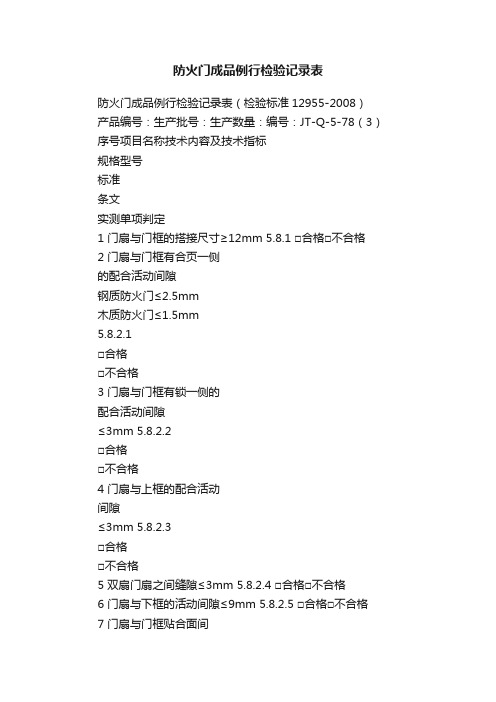
防火门成品例行检验记录表防火门成品例行检验记录表(检验标准12955-2008)产品编号:生产批号:生产数量:编号:JT-Q-5-78(3)序号项目名称技术内容及技术指标规格型号标准条文实测单项判定1 门扇与门框的搭接尺寸≥12mm 5.8.1 □合格□不合格2 门扇与门框有合页一侧的配合活动间隙钢质防火门≤2.5mm木质防火门≤1.5mm5.8.2.1□合格□不合格3 门扇与门框有锁一侧的配合活动间隙≤3mm 5.8.2.2□合格□不合格4 门扇与上框的配合活动间隙≤3mm 5.8.2.3□合格□不合格5 双扇门扇之间缝隙≤3mm 5.8.2.4 □合格□不合格6 门扇与下框的活动间隙≤9mm 5.8.2.5 □合格□不合格7 门扇与门框贴合面间隙;门扇与门框有合页一侧、有锁一侧及上框的贴合面间隙≤3mm 5.8.2.6□合格□不合格8 开面上门框与门扇的平面高低差≤1mm 5.8.3□合格□不合格9 启闭灵活性防火门应启闭灵活、无卡阻现象5.9.1 □合格□不合格10 门扇开启力≤80N 5.9.2 □合格□不合格11 防火锁是防火锁;防火锁有执手;具有耐火性能不低于所安装防火门的检验报告。
5.3.1□合格□不合格12 防火合页板厚≥3mm;具有耐火性能不低于所安装防火门的检验报告。
5.3.2□合格□不合格13 防火闭门装置符合GA93规定,出具相应的检验报告。
5.3.3□合格□不合格14 防火顺序器能按顺序关闭门扇,具有耐火性能不低于所安装防火门的检验报告。
5.3.4□合格□不合格15 防火插销具有耐火性能不低于所安装防火门的检验报告。
5.3.5□合格□不合格16 盖缝板与门扇连接牢固,不妨碍门扇正常启闭5.3.6□合格□不合格17 防火密封件门框与门扇、门扇与门扇、玻璃四周的缝隙应嵌装防火密封件;性能符合要求,出具相应的检验报告。
5.3.7□合格□不合格18 防火玻璃具有耐火性能不低于所安装防火门的检验报告。

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==印刷品质检报告篇一:印刷成品检验标准1.目的:本标准规定成品的检验方法、检验项目及检验标准,保证检验后合格品交付客户使用。
2.范围:所有试产/量产阶段之产品均适用.客户如有特殊指示,则本规范保留视同参考基准。
3.权责:3.1品质部主管制定本标准,审核检验结果,在产品不合格时提出协调纠正措施。
3.3检验员:执行本标准,并在不合格时提出报告。
4.定义:无 5.作业内容:5.1作业前准备:钢尺、游标卡尺、样板、稿袋、生产指示单。
5.2检查内容及标准。
检查规格检查外观丝网印刷品检查内容标准要求1.产品置于正常光源下,0.5米处两眼距待测物30公分与视觉呈45°~135°,时间5~7秒完成检验1.依据车间生产指示单及样品确认书等级要求检验。
1.图案字体要清晰,不许模糊,缺字, 墨屎、重影、等现象.2.尺寸:按照样品确认书上的标准样品进行测量.3.色差:有色差要求的产品,根据生产指示单及样品确认书上色差要求进行抽样检查.1.尺寸:按照样品确认书上的标准样品进行测量√√ 缺陷等级 CR Maj Min√空白模切 2外观: √标签产品商标印刷标签进行抽样检查1.尺寸及图案:按照样品确认书上的标准样品进行测量2.色差:有色差要求的产品,根据生产指示单及样品确认书上色差要求进行抽样检查.3. 客户有特殊要求,则按客户的要求执行检验.√篇二:印刷品的检验验收规范印刷品的检验验收规范1.0 目的为了确保上线使用的来料满足规定质量要求,杜绝不合格的来料上线使用;2.0 适用范围印刷品(各类说明书 /保修卡/等普通无粘性纸页)的检验要求、项目、方法及抽样方案的规范。
3.0 职责3.1IQC检验员职责3.1.1 负责对属于印刷品(各类说明书/保修卡/等普通无粘性纸页)的检验试验项目任务,按照验收规范及检验流程进行随机抽样并实施检验试验,及时做好检验记录及标识,并保证其真实、准确;3.1.2 负责按规定要求进行检验的物料返还以及适量保留不合格品; 3.1.3 负责按验收规范要求正确出具产品检验不合格报告; 3.2IQC主管职责3.2.1 负责对检验员所出具产品检验不合格报告和不合格品,按验收规范和EDE图纸、更改要求进行审核;4.0 业务程序4.1常规检验项目: 4.1.1外观和标识a,技术要求: 表面应清洁无脏污,印刷内容应正确符合设计要求;无连页、错页、破页、多页、漏页,字体清晰易识别,无缺印、多印、倒印、透印、切割装订不良等,标识正确; b,检验方法:目测法 4.1.2 结构尺寸a,技术要求:结构尺寸要符合图纸和样件要求。

附录A (资料性)
附录B (资料性)
注:1a.素菜和汤品不作菌落总数和大肠菌群检舱强制要求;b∙对专间空气、操作台面、人员手部的取样,可根据加工过程实际情况选择取样点。
对应的常规项目,可根据需要选择一个或多个实施监控。
2.本表中所列标准,以其最新版本(包括标准修改单)为准。
3.自检品种、检验项目、检验检测方法可根据食品安全风险进行动态调整。
附录C (资料性)
注:重点品种和重点检验项目根据食品安全风险进行动态调整,检验项目应采用食品安全国家标准、行业标准、地方标准等进行检验。
附录D
(资料性)
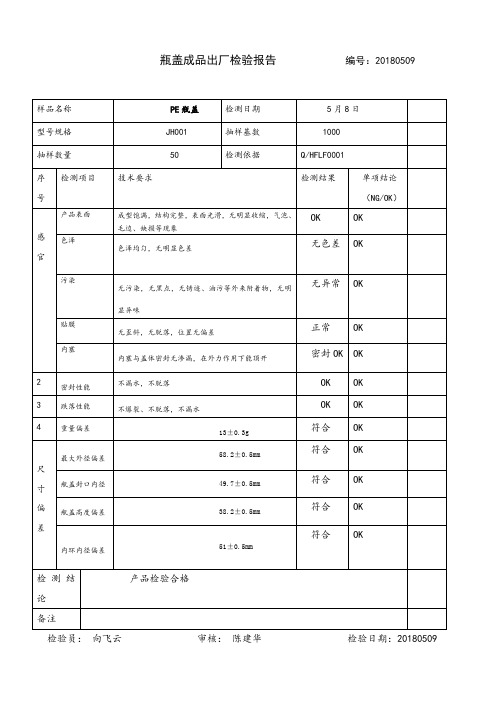
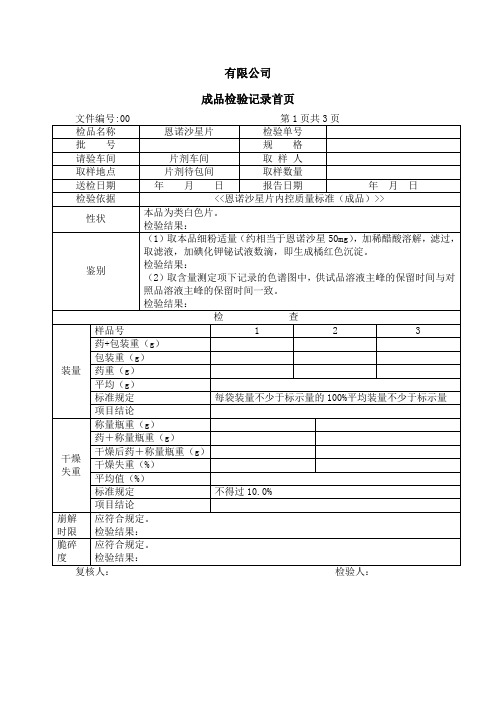
(企业名称)成品检验报告(模板)
检跄人:审核人:批准人:
注:以上为填写示例,请根据实际填写检睑项目、检验方法、要求或限量值。