统计过程分析控制图系数表
- 格式:doc
- 大小:85.00 KB
- 文档页数:2

统计过程控制(SPC)与休哈特控制图(三)第六章通用控制图世界各国的控制图大多采用3σ方式。
在应用控制图时,需要计算控制图的控制界限并根据实测数据计算出所控制的统计量,在控制图中描点。
这两项都需要一定的工作量,尤其是p图与pn图、u图与c图,由于控制界限计算公式中含有样本大小n,控制界线随着n的变化而呈凹凸状,作图十分不便,也难于判稳、判异。
若n变化不大,虽可用n 的平均数n代替n,但不精确,当点子接近控制界限时有误报与漏报异常的可能。
1981年我国张公绪教授与阎育苏教授提出的通用控制图解决了上述问题。
在通用控制图上,控制界线是直线,而且判断异常的结果也是精确的。
通用控制图已于1986年发布为国家标准GB6381。
通用控制图主要包括两个内容:标准变换和直接打(描)点法。
一、标准变换与通用图所谓随机变量的标准变换是指经过变换后随机变量的平均值变成0、方差变成1的变换,即:变换后的随机变量=(随机变量一μ)/σ这是可以理解的。
随机变量的取值减去其平均值后的平均值应为0;其次,分母为标准差,也就是说用标准差作尺度,这样,变换后的标准差应为1。
现在,对3σ控制界限的一般公式UCL=μ+3σCL=μLCL=μ-3σ进行标准变换,于是得到UCLt=(UCL-μ)/σ=3CLt=(UCL-μ)/σLCLt=(UCL+μ)/σ=3式中,下标t表示标准变换后,也表示通用的“通"。
这样,任何3σ控制图都统一变换成式(3.6. 1一2)的控制图,称为通用控制图。
通用图的优点是控制界限统一成3,0,-3,可以事先印好,简化控制图,节省管理费用,在图上容易判断稳态和判断异常。
通用图的缺点是在图中打(描)点也需要经过标准变换,计算要麻烦些。
为了解决这个问题,需要应用直接打点法。
二、直接打点法控制图判断异常的准则主要有下列两点:(1)点子出界或恰在控制界限上;(2)界内点子的排列非随机。
前者对于点子位置要求精确,后者对于点子位置要求相对精确就可以了。

控制图八大判异准则-精简顺口溜版控制图八大判异准则-精简顺口溜版口决:(就三句,很简单吧!只要记住以下兰色部分的三句话就行了,不过第一次要对照下面附件中的图看才明白。
)23456,AC连串串(连增或连减);81514,缺C全C交替转;9单侧,一点在外。
控制图八大判异准则提练(口决、图片对应项目):1、2/3A(连续3点中有2点在中心线同一侧的B区外<即A区内>)2、4/5C(连续5点中有4点在中心线同一侧的C区以外)3、6连串(连续6点递增或递减,即连成一串)4、8缺C(连续8点在中心线两侧,但没有一点在C区中)5、9单侧(连续9点落在中心线同一侧)6、14交替(连续14点相邻点上下交替)7、15全C(连续15点在C区中心线上下,即全部在C区内)8、1界外(1点落在A区以外)解说:23456,AC连串串(连增或连减);---2/3、4/5、6分别对应A、C、连串串;即2/3A;4/5C;6连串。
81514,缺C全C交替转---8、15、14分别对应缺C、全C、交替转;即8缺C;15全C;14上下交替。
9单侧,一点在外---9点在同一侧;一点出A区外。
第四节控制图1控制图——过程控制的工具。
用来表示一个过程特性的图象。
它有两个基本用途:①用来判断过程是否一直受统计控制。
②用来帮助过程保持受控状态。
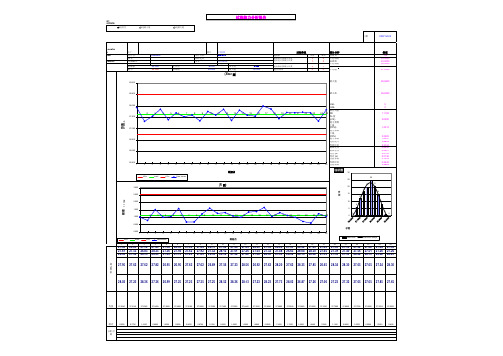
2控制图的构成:UCLCLLCL取样时间①收集:收集数据并画在图上。
②控制:根据过程数据计算试验控制线识别变差特殊原因并采取措施。
③分析及改进:确定普通变差的大小,并采取减少它的措施。
重复三个阶段,从而不断改进过程。
3控制图的益处:①供正在进行过程控制的操作者使用。
②有助于过程在质量上和成本上能持续地、可预见的保持下去。
③使过程达到:——更高的质量。
——更低的单件成本。
——更高的有效能力。
④为讨论过程的性能提供共同的语言。
⑤区分变差的特殊原因和普通原因,作为采取局部措施或对系统采取措施的指南。



统计过程控制标准2007-08-30发布 2007-08-30实施统计过程控制标准1范围本标准规定了各冰箱工厂规范运用统计质量控制方法,分析、监控和改进关键工序能力,以达到对关键质量特性预警目的,控制过程质量水平。
本标准适用于工厂工作制造过程关键工序和关键特性的质量控制要求。
2引用标准GB/T4091-2001《常规控制图》3定义3.1 统计过程控制(Statistical Process Control):简称 SPC ,是指利用统计技术对过程中的各个阶段进行监控,从而达到保证产品质量的目的。
3.2过程能力:也称为工序能力,是指过程加工质量方面的能力,它是衡量过程加工内在一致性的,是稳态下的最小波动。
3.3过程(工序)能力指数:简称CPK ,是指运用统计方法计算得出,数值表示其工序稳定生产合格产品的能力,具体CPK计算方法见4.4.2。
3.4控制图(Control Chart):对过程质量特性记录评估,以监察过程是否处于受控状态的一种统计方法图,图上标有根据那个特性收集到的一些统计数据,如一条中心线,一条或两条控制限(分别用上控制限UCL和下控制限LCL表示)。
它有两个基本的用途:一是用来判定一个过程是否一直受统计控制;二是用来帮助过程保持受控状态。
3.5计量型数据:指某种量具、仪器测定的数据,这类数据可取某一区间内地的任一实数。
如轴的直径,电阻的阻值,材料的强度等,这类特性数据常服从正态分布,通常用两张图(推荐使用 Xbar-R 控制图)。
3.6 计数型数据:指通过数数的方法获得的。
常取 0 , 1 , 2 等非负整数。
如一批产品中的不合格品数,铸件上的气孔数等,这类特性数据只需要用一张控制图(推荐使用 P 控制图)。
3.7子组:用来分析过程能力的一个或多个事件或测量。
通常选用合理分组使得每个子组内的变差尽量小(代表普通原因的变差),同时使得各子组间过程能力的变化(即特殊原因变差)不一样。
合理子组一般由连续的零件组成,尽管有时采用随机抽样。


测量过程的统计控制—控制图1、控制图的概念控制图(又称休哈特控制图)是对测量过程是否处于统计控制状态的一种图形记录。
它能判断并提供测量过程中是否存在异常因素的信息,以便于查明产生异常的原因,并采取措施使测量过程重新处于统计控制状态。
对于准确度较高及比较重要的测量过程,如有可能建议尽可能采用控制图对其测量过程进行连续和长期的统计控制。
2、核查装置测量结果除了会受到测量过程的影响外,还会受测量对象的影响,因此如果能找到一个比较稳定的核查装置并对其作连续的定期观测,则根据由定期观测结果计算得到的统计控制量(例如平均值,标准偏差,极差等)的变化情况可以推断出测量过程是否处于统计控制状态。
因此采用控制图方法来对测量过程进行统计控制的前提是具有一个量值稳定的核查装置。
3、控制图的分类根据控制对象的数据性质,即所采用的统计控制量来分类,在测量过程控制中常用的控制图有平均值—标准偏差控制图(x–s图)和平均值—极差控制图(x–R图)。
控制图通常均成对地使用,平均值控制图主要用于判断测量过程中是否受到不受控的系统效应的影响。
标准偏差控制图和极差控制图主要用于判断测量过程是否受到不受控的随机效应的影响。
标准偏差控制图比极差控制图具有更高的检出率,但由于标准偏差要求重复测量次数n≥10,对于某些测量过程可能难以实现。
而极差控制图一般要求n≥5,因此在测量过程考核中推荐采用平均值—标准偏差控制图,也可以采用平均值—极差控制图。
根据控制图的用途,可以分为分析用控制图和控制用控制图两类。
(1) 分析用控制图:用于对已经设计完成的测量过程或测量阶段进行分析,以评估测量过程是否稳定或处于受控状态。
(2) 控制用控制图:对于正在进行中的测量过程,可以在进行测量的同时进行过程控制,以确保测量过程处于稳定受控状态。
具体建立控制图时,应首先建立分析用控制图,确认过程处于稳定受控状态后,将分析用控制图的时间界限延长,于是分析用控制图就转化为控制用控制图。