注塑生产效率提升训练.pptx
- 格式:pptx
- 大小:6.38 MB
- 文档页数:60



注塑车间提升效率建议注塑车间提升效率建议注塑生产达到“优质、高效、低耗”是每个企业追求的目标。
如果注塑生产中控制/管理工作不到位,就会出现生产效率低、不良率高、机位人手多、料耗大、批量退货、人为损伤模具、压模、断螺杆头、延误交期、修机/修模频繁、不良率高、废品多、原料浪费大甚至发生安全意外等问题,给企业造成巨大的经济损失,企业的利润就会大大减少,甚至出现亏损。
“注塑开机不等于赚钱”,我们每一位注塑工作者都要提升自己的工作质量和工作效率,努力提升注塑技术/管理水平,增强成本意识,严格控制“料工费”。
注塑成本是指生产过程中的全部耗费,包括:人工、电费、模具、原料、色粉、维修费、设备耗损、工具、包装材料及辅料等。
影响注塑经济效益的因素主要有:注塑模具/注塑机保养意识低、水口料控制不好、修模/修机次数多、机位人手多、各岗位人员职业技能低、工作质量差、生产效率低、调机时间长、分析问题/处理问题能力低、仅凭经验做事、观念落后、注塑技术/管理水平低、跟着问题后面跑、预防工作不到位、工作方法欠佳、原料混杂、废品多、生产周期长、模腔堵塞、排机不当、欠单/超单生产、退货返工、修模/改模次数多及培训工作不到位等。
一、周期时间与生产成本的关系注塑周期时间在保证产品质量的前提下越短越好,注塑周期越短,生产数量越多,单位产品的制造成本就越低。
注塑周期时间包括:射胶时间、保压时间、冷却时间(熔胶时间)、开模时间、顶出时间(含停留时间)、开门时间、取货时间、关门时间及锁模时间等(特殊情况还包括射台前进/后退时间和喷脱模剂时间)。
缩短注塑周期时间最主要的方法有:减小塑件壁厚/流道尺寸(以缩短冷却时间)、减少开合模距离/顶针行程、快速取出产品、机械手操作、加快开/关安全门的速度、减少胶件粘模现象、正确选择冷却时间、合理设定开/合模速度及顶针速度/次数等。
实例分析某胶件(一出四)的标准注塑周期时间为24秒,如果实际注塑周期时间延长到28秒,以一天生产时间为23小时计算,其经济效益分析的结果如下:标准日产量为:23×4×(3600÷24)=13800pcs。






注塑机如何提高生产效率在这日益竞争剧烈的商业社会中,提高生产效率是一个很值得关注的问题。
通过本文,您将了解到提升注塑机工作效率的方法,同时可以全面了解注塑机的工作原理和注塑知识。
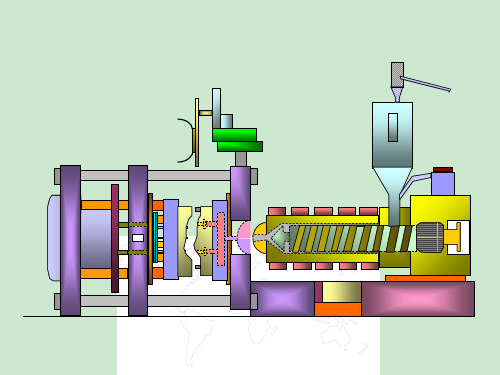
注塑周期一台油压驱动注塑机的注塑周期指从合模开始到下一次合模为止。
合模一般分为四段:快速合模,慢速合模、低压护模及高压锁模。
注射在高压锁模完成后开始,亦分为多段。
注射时熔融塑料填充模腔。
当模腔填满,压力骤升,故注射的末端亦称为挤压段(packing phase)。
控制不合适的时候,成品就会产生毛边。
保压在注射完成后开始。
其实冷却是从模腔填充满后开始的,亦即是从保压开始。
模具冷却时,成品受冷收缩。
保压的作用是经过还未凝固的冷流道,以一般低于注射压力的保压压力,填充收缩所形成的凹陷,使成品脱模时饱满(没有凹痕)。
当冷流道凝固后,再保压已没有意义,保压便可终止。
保压可分为多段,每段的保压压力不同(一般是逐段递减),以时间划分。
总的保压时间是由秤成品的重量或从成品没有凹痕而定出来的。
从短的保压时间开始调整,每注塑一次都增加一点保压时间,直至成品重量不再增加或产生凹痕可接受时,保压时间便不用再增加。
注塑机上所置的“冷却时间”参数是从保压完成到开模的一段时间,但冷却早在模腔填满塑料后便已开始。
“冷却时间”的目的是使成品继续冷却固化,到顶出时已不会因顶出而变形,应该说,“冷却时间”是从试验得出来的。
在“冷却时间”开始时,加料同时进行。
显示“冷却时间”比加料时间长。
亦有可能是,加料时间比“冷却时间”长,换句话说显示螺杆的塑化能力不足,做成瓶颈。
故增加塑化能力是此案例缩短周期时间的办法。
“冷却时间或“加料完成后便开模,成品顶出一次或多次,顶退后便再合模,下一周期随即开始。
合模近期设计的肘节式注塑机都有再生合模油路,以争取更高的合模速度。
在模具不受高冲击的大前提下,适宜采用。
高压锁模采用最低且能使成品不产生毛边的锁模力,能缩短高压锁模段所需的时间。