新型耐热钢的焊接
- 格式:ppt
- 大小:789.50 KB
- 文档页数:35
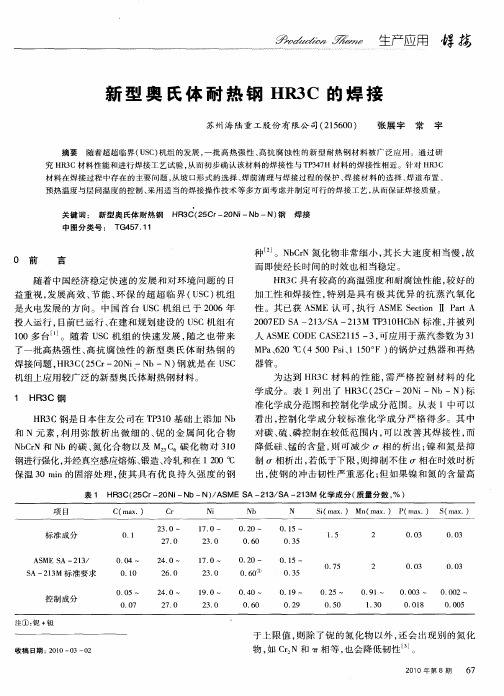
新型奥氏体耐热钢HR3C焊接工艺评定方案编制:批准:新型奥氏体耐热钢HR3C焊接工艺评定方案镇雄电厂600MW超临界机组锅炉的末级过热器、屏式过热器选用部分HR3C,规格为Φ38×6.4、Φ44.5×6.8。
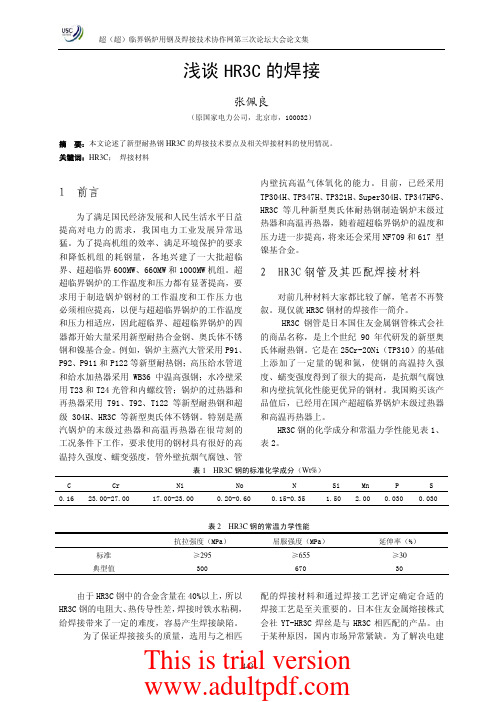
HR3C是日本住友金属命名的牌号,在日本JIS 标准中的材料牌号为SUS310JITB,在ASME标准中的材料牌号为TP310NbN。
HR3C 是SA213-TP310H钢的改良钢种(标准化学成分范围见表1,室温力学性能见表2 ),HR3C钢是在SA213-TP310H钢的基础上添加了0.20~0.60%的Nb、0.15~0.35%的N,在钢时效过程中析出NbCrN氮化物,NbCrN非常细小且特别稳定,即使长时间时效,组织也很稳定,使HR3C的高温性能大大提高,蠕变断裂强度达到181MPa(10万h、600℃)。
同时加入微量的N对抑制σ相的形成、改善韧性有效。
由于HR3C钢的综合性能较TP310系列奥氏体钢中的TP304H、TP321H、TP347H 和TP316H的任何一种更为优良,所以在TP347H、 Super304H、TP347HFG钢不能满足向火侧抗烟气腐蚀和内壁抗蒸汽氧化的工况下,选用HR3C 。
1 HR3C钢的焊接性焊接HR3C钢的主要问题是焊接高温裂纹、应力腐蚀、接头的时效和σ相脆化。
试验证明,采用刚性固定法裂纹试验,在相同条件下,HR3C的裂纹敏感性略高于TP347H 。
2 为解决HR3C钢焊接性方面存在的问题,焊接时,应采取以下措施。
2.1 为防止高温裂纹,焊接时要采用降低焊接热输入、降低层间温度的工艺方法和工艺措施,如对直径不大、管壁不厚的管子采用熔池体积小、焊接热输入低的TIG焊接工艺,采用短道焊、间断焊方法保证较低的层间温度,选用杂质含量低的焊接材料。
2.2 正确选择焊接材料,熔敷金属选择与母材成分相同且杂质含量低的材料或镍基焊材,可防止焊逢产生σ相脆化。
新型铁素体耐热钢CB2焊接及热处理施工工法新型铁素体耐热钢CB2焊接及热处理施工工法一、前言随着工业领域对于耐热材料需求的增加,耐高温钢的应用越来越广泛。
新型铁素体耐热钢CB2以其高温强度和耐热性能而备受关注和使用。
本文将介绍新型铁素体耐热钢CB2焊接及热处理施工工法,旨在使读者了解该工法的理论依据和实际应用。
二、工法特点新型铁素体耐热钢CB2焊接及热处理施工工法具有以下特点:1. 适用范围广:适用于新型铁素体耐热钢CB2的焊接和热处理施工。
2. 施工工艺高效:采用先进的施工工艺,能够提高生产效率,降低成本。
3. 焊接质量优异:通过合理的焊接工艺和措施,能够保证焊接接头的质量和强度。
4. 热处理效果良好:施工过程中对于热处理的控制和管理能够达到设计要求,提高材料的性能和稳定性。
三、适应范围新型铁素体耐热钢CB2焊接及热处理施工工法适用于需要使用该材料的各种工程,如石化设备、化工设备、电力设备等。
对于对耐高温性能要求较高的工程,特别适用于此工法。
四、工艺原理该工法的理论依据是通过对施工工法与实际工程之间的联系和采取的技术措施进行分析和解释。
通过合理的施工工艺,如预热、焊接参数控制和后焊热处理,能够实现新型铁素体耐热钢CB2的优化连接和高温强度。
五、施工工艺施工工法的各个施工阶段包括材料准备、焊接工艺的选择和实施、后焊热处理等。
在每个阶段中,需严格执行相应的工艺控制要求,对每个细节进行详细描述,以保证施工过程的顺利进行和质量可靠。
六、劳动组织为了确保施工质量和安全性,需制定合理的劳动组织方案,包括人员组织、施工流程和分工等。
七、机具设备施工工法所需的机具设备包括焊接设备、热处理设备、测温仪器等。
各机具设备的特点、性能和使用方法需进行详细介绍,以保证施工过程中工具的正确选择和使用。
八、质量控制为了确保施工质量符合设计要求,需采取一系列的质量控制措施,包括对焊接接头的检测、焊接参数的控制和焊接质量的评估等。
Super304H (A213—S30432)焊接工艺本文对新型奥氏体耐热钢Super304H (A213-S30432)进行简单介绍,分析了该钢种的焊接性及焊接技术要点,结合我公司的工程实例对焊接该钢种所采取的焊接工艺方法及所遇到的质量问题进行了总结。
标签:Super304H (A213-S30432);焊接随着我国超超临界(USC)机组高速发展,新型奥氏体耐热钢Super304H (A213-S30432)在USC机组的高温部件过热器和再热器上被大量采用,本文对该钢种的焊接性及焊接技术要点进行分析,并结合工程实例,总结一下这种钢材在施工现场安装过程中的焊接工艺。
1 Super304H的化学成分及力学性能Super 304H 钢是一种改良自高碳18Cr-8Ni(TP304H)类不锈钢而开发出的新型奥氏体耐热钢。
与传统的TP304H 类钢种相比,其主要的合金化措施是在材料中加入了大约3%的铜、0.4 %的铌以及少量的氮元素,同时提高了碳的含量范围;其它的微合金化还包括微量的铝和硼元素的加入。
在高温服役条件下,Super 304H钢的显微组织中会析出非常细小并弥散分布于奥氏体基底中的碳化物、碳-氮化物,如M23C6、Nb(C,N)和NbCrN 等。
Super 304H 钢的基体晶粒内还会形成非常细小的富铜化合物(尺寸约为15-50nm),且研究发现这种富铜化合物的析出与其它析出相的生成是相互独立而互不影响的,从而可以同时利用它们的强化作用。
2工程应用焊接实例我公司承建的600 MW火電机组,锅炉末级再热器材质为Super304H,规格为Φ60×4mm 和Φ63.5×4mm,共有1190道焊口。
2.1焊接方法根据Super304H钢的焊接特点,采用线能量集中的手工钨极氩弧焊工艺(GTAW)打底和盖面,根层内壁充氩气保护的焊接方法进行焊接。
此工艺有利于打乱柱状晶体的方向和杂质的聚集,避免出现根部氧化及较大的内应力和偏析,减小晶间腐蚀,降低热裂纹倾向。
新型铁素体耐热钢CB2焊接及热处理施工工法一、前言新型铁素体耐热钢CB2焊接及热处理施工工法是一种针对高温环境下的钢结构施工的技术,具有优异的耐热性能和机械性能,适用于炼油、化工、电力和冶金等行业领域。
本文将详细介绍该工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点新型铁素体耐热钢CB2焊接及热处理施工工法具有以下特点:1. 耐高温性能好:该耐热钢具有优异的耐高温性能,可以在高温环境下长时间工作。
2. 优越的抗氧化性能:该耐热钢具有出色的抗氧化性能,能够有效抵抗氧化介质的侵蚀。
3. 良好的焊接性能:该耐热钢具有良好的焊接性能,可以实现高强度焊接连接。
4. 高强度、高稳定性:该耐热钢具有高强度和稳定性,能够满足工程对结构的强度和稳定性要求。
三、适应范围新型铁素体耐热钢CB2焊接及热处理施工工法适用于以下范围:1. 炼油工业:适用于炼油装置中的高温部件,如裂化炉管道、再生器等。
2. 化工工业:适用于高温化工设备,如热交换器、反应器壳体等。
3. 电力工业:适用于电站锅炉和汽轮机高温部件的制造和施工。
4. 冶金工业:适用于冶金行业中的高温设备,如炼铁炉、电炉等。
四、工艺原理新型铁素体耐热钢CB2焊接及热处理施工工法的工艺原理是在施工过程中根据钢材的性质和要求,采取特定的施工工法,通过焊接和热处理等工艺步骤,使钢材达到理想的力学性能和耐热性能。
其中,焊接工艺通过选择合适的焊接方法和焊接材料,确保焊接接头的强度和密封性;热处理工艺通过控制温度和时间等参数,使钢材经历一系列相变和晶粒尺寸调控,增加其强度和耐热性能。
五、施工工艺1. 工程准备:包括工程资料整理、施工方案设计、材料采购等。
2. 钢材准备:包括切割、钢板成型、焊缝准备等。
3. 焊接工艺:按照设计要求进行焊接,包括焊接方法选择、焊材熔化和焊接接头质量检测等。
4. 热处理工艺:根据工程要求进行热处理,包括预热、保温、冷却等步骤。
目录1前言................................................. 错误!未定义书签。
2SA335-P92钢的焊接 ........................... 错误!未定义书签。
2.1概述 .................................................................... 错误!未定义书签。
2.2P92钢化学成份及性能特点................................... 错误!未定义书签。
2.3P92钢焊接的重点及难点 ...................................... 错误!未定义书签。
2.4P92钢的焊接工艺................................................. 错误!未定义书签。
2.5P92钢现场的安装焊接.......................................... 错误!未定义书签。
3新型奥氏体钢的焊接 ........................... 错误!未定义书签。
3.1概述 .................................................................... 错误!未定义书签。
3.2新型C R、N I 纯奥氏体钢焊接控制的难点 .............. 错误!未定义书签。
3.3四种新型奥氏体钢焊接裂纹敏感性的比较 ........... 错误!未定义书签。
3.4影响C R-N I 奥氏体钢应力腐蚀的因素.................... 错误!未定义书签。
3.5焊接新型奥氏体钢的工艺原则 ............................. 错误!未定义书签。
3.6焊接工艺评估 ...................................................... 错误!未定义书签。

新型奥氏体耐热不锈钢Super304H焊接工艺浅析发布时间:2022-01-20T05:03:05.065Z 来源:《新型城镇化》2021年24期作者:刘云春周石鸿[导读] 希望能为相关专业人员及相同类型材料焊接提供一定的参考和借签。
中国电建集团贵州工程有限公司贵州贵阳 550003摘要:本文针对公司在超超临界机组建设施工中,由于Super304H不锈钢焊接工艺在公司内尚属空白,因而有必要对新型奥氏体耐热不锈钢Super304H的焊接工艺进行探讨及分析,希望能为相关专业人员及相同类型材料焊接提供一定的参考和借签。
关键词:超超临界机组,新型奥氏体耐热不锈钢,焊接工艺1 前言为满足国民经济需求和环境保护的需要,国内新建的大型机组广泛选用了大容量、高参数的超超临界机组。
由于超超临界机组的蒸汽温度高达570~649℃,对锅炉机组蒸汽管道材质的机械性能提出跟高的要求,新型奥氏体不锈钢具有较高的蠕变断裂强度, 在高温下具有优良的机械性能和抗蒸汽氧化和耐热腐蚀的性能,故新型奥氏体不锈钢广泛应用于锅炉机组的过热器、再热器蒸汽管道制造方面。
2 Super304H钢的发展Super304H钢是TP304H钢的改进型,是在TP304H钢的基础上添加3%的Cu和0.4%的Nb,以及微量的B、N。
以下为Super304H钢和TP304H 钢化学成分表表1:Super304H钢和TP304H钢化学成分表/%从上表可以看到,Super304H钢与TP304H钢相比,Super304H钢的碳含量稍有增加,而Si、Mn、Cr、Ni含量都有一定程度的降低,添加了Cu、Nb、B、N元素。
钢中加入Nb、Mo等碳化物形成元素,能够在时效过程中析出稳定的碳化物,不仅可以提高抗晶问腐蚀能力,而且还可以提高强度;利用N在奥氏体中的溶解度比C高,加入N一方面可以稳定奥氏体相,另一方面可以起到固溶强化和析出强化效应;而加入Cu因析出细小的沉淀相起到极强的强化作用。
新型铁素体耐热钢CB2的焊接及热处理工艺研究吴富强摘要:随着我国经济的快速发展,提高火电机组的热效率是一项重要和紧迫的任务。
而火电机组效率的提高主要在于提高蒸汽的压力和温度。
这就对火电机组的相关设备用钢特别是高温承压部件用钢的高温性能提出了更高的要求,目前我国自主研发新型耐热钢ZG12Cr9Mo1Co1NiVNbNB(CB2)以良好性能逐渐应用于火力发电厂热力系统设备的耐热钢材。
因此,新型耐热钢CB2焊接及热处理工艺的研究是目前火电建设施工技术领域亟待解决的问题。
关键词:新型耐热钢;CB2钢;热处理工艺;1引言CB2钢是欧洲COST536项目研发的新型铁素体耐热钢,可用于600℃/620℃30MPa的第二代超超临界机组汽轮机高温部件及管道,目前已实现国产化,但尚处于初步应用阶段。
据查,国内焊接及热处理工艺方面的研究文献极少,为突破国外厂商的技术壁垒,充分发挥其性能并推广应用,迫切需要掌握该钢种现场焊接和热处理施工工艺。
2研究内容2.1CB2钢焊接性分析CB2钢材料是经过淬火+回火处理的供货状态,其组织为回火马氏体。
CB2钢是在P91钢基础上加入适量的Co,同时加入少量的Nb和B,适当增加Mo的含量得到的。
①焊接热裂纹敏感性由于CB2钢合金程度高,其硼、硫含量低,锰含量高,这些因素共同决定了其在施焊冷却过程中,随着温度的降低导致产生的低溶点共晶物少,又由于其自身线膨胀系数小,因此,CB2钢的热裂纹敏感性不大。
②焊接冷裂纹敏感性由于CB2钢合金元素含量高,碳当量高,临界冷却速度低,奥氏体稳定性很大,冷却时不易发生正常的珠光体转变,从而冷却到较低温度时发生了马氏体转变。
在焊接过程中,淬硬将会形成较多的的晶格缺陷(空位、位错),同时在热力不均及应力作用下易形成裂纹源,且该裂纹源在后续工作条件下产生裂纹的所需要吸收的能量低,故CB2钢产生冷裂纹倾向大。
③化学成分Co对焊接接头的影响CB2钢是在P91钢基础上加入适量的Co,可抑制铁素体的析出、降低硫含量,同时可发生固溶强化,提高钢的回火稳定性。
新型马氏体耐热钢G115焊接及焊后热处理工艺研究
王登第;毛春生;李平;苗慧霞;柴茂海;刘磊;王能淼;黄振涛;杨志鹏;王伟
【期刊名称】《金属加工(热加工)》
【年(卷),期】2024()1
【摘要】随着我国超超临界燃煤机组技术的不断提高,机组参数越来越高,目前630℃参数超超临界机组已基本成熟,G115耐热钢成为当前我国630℃超超临界机组主
蒸汽管道的唯一候选材料,将应用于超(超)临界锅炉的集箱、蒸汽管道、受热面管子等部件,其现场焊接及热处理工艺仍处于探索研究阶段。
通过对国产新型马氏体耐
热钢G115(以下简称G115钢)进行焊接及热处理工艺研究,系统分析了G115钢与现有其他同类型钢种性能,掌握了G115钢的焊接性能。
结合已掌握的高合金大径
厚壁管道焊接关键技术,制定了可行的焊接及热处理工艺。
经检测,性能满足要求,为G115钢的推广应用提供了技术储备。
【总页数】5页(P60-64)
【作者】王登第;毛春生;李平;苗慧霞;柴茂海;刘磊;王能淼;黄振涛;杨志鹏;王伟
【作者单位】中国电建集团山东电力建设第一工程有限公司
【正文语种】中文
【中图分类】TG1
【相关文献】
1.新型马氏体耐热钢T92的焊接性能及焊接工艺研究
2.新型奥氏体耐热钢与马氏
体耐热钢焊接工艺探究3.新型马氏体耐热钢G115的蠕变性能研究4.新型马氏体
耐热钢G115的高温组织演变研究5.后热处理对新型马氏体耐热钢焊缝性能的影响
因版权原因,仅展示原文概要,查看原文内容请购买。
浅谈新型耐热钢SA335-P91钢管道安装焊接热处理工艺方法罗启云 李洪鹏(青海火电工程公司 810003)摘 要:本文主要介绍了SA335-P91钢管道安装中焊接热处理工艺方法。
通过在近几年我公司承接的300MW以上火电机组安装中积累的实践经验、数据和技术资料对SA335-P91钢的焊接热处理工艺方法进行分析与探讨。
关键词:新型耐热钢 SA335-P91钢 焊接热处理工艺方法1 引言随着锅炉蒸汽温度和压力的提高,电厂的效率在大幅度地提高,供电煤耗在大幅度地下降,而提高蒸汽参数遇到的主要技术难题是金属材料耐高温、高压及焊接问题。
焊接是保证火电建设质量和发电设备安全运行的重要基础专业。
我国已开始大力发展的超临界、超超临界火力发电锅炉所采用的新型耐热钢与传统的低合金耐热钢在质的区别,广大电站焊接工作者有必要在掌握这些新材料特点的基础上调整几十年来在焊接传统的低合金耐热钢时所形成的观念。
需要对新型耐热钢进行深入的研究和实践,加大焊接科研力度,加大对焊接及相关专业人员的技术培训,进一步提高专业技术素质,以保证我国电力发展目标的实现。
SA335P91钢(以下简称P91钢),先后是1993年和1996年引入我国,基本都使用在亚临界以上中大型火电机组上,多是应用于过热器、再热、主蒸汽等管道;这种钢材的出现,使火电机组蒸汽温度在535/566℃之间徘徊了几十年的现象得到改善,从而使火电厂效率有了明显的提高。
我公司焊培中心按照质量体系的要求,于2004年11月开始,编写了“P91钢工艺评定方案”,规定了P91钢焊接的基本程序、任务要求和达到的质量目标。
施焊前组织参与焊接的焊工、热处理工、质检人员学习了相关规程、规范、文件,了解该钢种焊接性和使用性。
2005年5月,历时半年,先后做了多次试验,并且完成了焊接工艺评定工作。
通过对P91钢的工艺评定,我们获得了第一手的焊接热处理资料,并且将此工艺成功地应用到了近年来我公司承建的多个火电安装机组工程当中。

第1章绪论1.1 引言发展大容量、高蒸汽参数的电站机组是提高燃料使用效率、降低二氧化碳排放的有效手段,但提高机组运行参数(尤其是蒸汽温度),对电站锅炉用耐热钢提出了更高的要求,因此,开发用于超临界、超超临界电站锅炉用新型耐热钢成为了制造高效洁净电力能源设备的关键技术之一[1-5]。
在用于电站锅炉的过热器、再热器等高温部件时,TP304、TP347等奥氏体不锈钢表现出良好的高温强度,但不锈钢具有导热系数低、应力腐蚀敏感性高、热膨胀系数大等缺点,并不能很好的满足机组安全高效运行的要求[6-19]。
因此,铁素体耐热钢的开发成为世界各国电站锅炉用钢的重要发展方向,国际上,珠光体、贝氏体、马氏体耐热钢统称为铁素体钢[1,14]。
1.2 电站锅炉用铁素体耐热钢的发展历史铁素体耐热钢的发展可以分为两条主线,一是逐渐提高主要耐热合金元素Cr的含量,从2.25%Cr提高到12%Cr;二是通过添加V、Nb、W、Mo、Co等合金元素,使钢的600℃х105h蠕变断裂强度由35MPa提高到60、100、140、180MPa,12Cr-0.5Mo-2WCuVNb图1.1铁素体耐热钢发展历程[24]Fig.1.1 Developing process of ferric heat-resistant steel图1.1给出了铁素体耐热钢的现状及发展趋势,部分铁素体耐热钢的化学成分列于表1.1[20-24]1.2.1 传统的耐热钢(1)低合金耐热钢20世纪50年代,电站锅炉钢管大多采用含Cr≤3%,含Mo≤1%的铁素体耐热钢,其典型钢种及最高使用温度为:15Mo≤530℃12CrMo≤540℃15CrMo≤540℃12Cr1Mo≤580℃15Cr1MoV≤580℃10CrMo910≤580℃当时,当温度超过580℃时,一般都采用奥氏体耐热钢,如TP304,TP347H等,然而由于不锈钢价格昂贵、导热系数低、热膨胀系数大及存在应力腐蚀裂纹倾向等缺点,未被大量采用。

T23钢焊接裂纹原因分析摘要:本文针对超超临界火电机组锅炉水冷壁专用T23钢多次发生焊缝开裂造成机组泄漏停机的质量问题进行了研究分析,从T23钢母材化学成分、焊接性能特点、工程实践应用焊缝开裂的部位、焊缝所属部件的结构拘束度和多次焊接热循环产生的焊缝组织变化和焊接残余应力等影响因素,分析总结了T23钢实际应用存在的焊接性差异。
关键词:T23;裂纹;焊接工艺。
0.序言超超临界(USC)火力发电机组运行参数高达31MPa/620℃,锅炉水冷壁的运行压力和温度都有明显的提高,出口端的汽水温度高达475℃,在机组投入运行初期,管壁温度达到497℃,长期运行后由于管壁形成垢层,管壁温度可升至513℃,而热负荷最高区域的管子壁温和接近出口部位的管壁温度可达520℃,瞬间最高温度可达540℃。
因此,在超超临界火电机组中的锅炉水冷壁需要采用合金含量更高,热强性更好的材料。
锅炉水冷壁大多是膜式壁,为提高换热效率,需增大受热面积,就必须减小管径,这样就使水冷壁成为更大更薄的结构。
如果仍采用传统的铁素体-贝氏体耐热钢,如SA213-T12和SA213-T22,需要进行焊后热处理。
对这样大而薄的平面构件实施热处理,不仅难度大,而且构件在受热后极易产生波浪变形,在现场是极难矫正的。
因此,从工艺要求出发,需要采用焊接后不需要热处理的耐热钢材来制作。
T23钢是针对超超临界(USC)锅炉水冷壁的结构特点而研制出来的材料,不仅在550~570℃下具有足够的蠕变断裂强度,而且它是一种焊前不用预热、焊后不需要热处理的焊接性良好的耐热钢材料。
1 T23钢的化学成分和高温性能T23钢是在T22钢的基础上,通过降低碳含量,添加W加强固溶强化,添加V、Nb、B起着微合金化和弥散析出强化作用而获得的材料。
T23钢与我国20世纪60年代开发的钢研102(12Cr2MoWVTiB)有着近似的合金系统和含量,它是在T22(2.25Cr-Mo)钢的基础上加入钨,减少了钼,把碳含量降低到了0.04%~0.10%,再添加少量的钒、铌、氮和硼等微合金化元素,而且对硫、磷等杂质含量严格地限制和降低,经过相应的成材加工和热处理,综合性能良好,能够满足制作超超临界(USC)锅炉水冷壁要求。
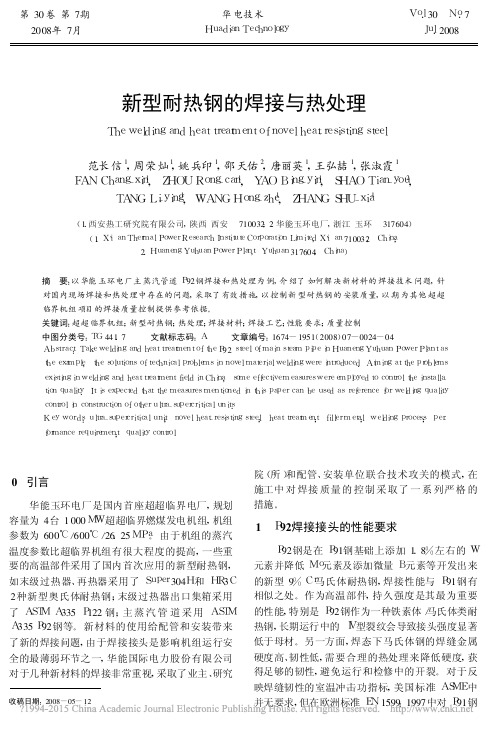
第30卷第7期华电技术V o l .30 N o .7 2008年7月H u a d i a n T e c h n o l o g yJ u l .2008 新型耐热钢的焊接与热处理T h e w e l d i n g a n d h e a t t r e a t m e n t o f n o v e l h e a t -r e s i s t i n g s t e e l 范长信1,周荣灿1,姚兵印1,邵天佑2,唐丽英1,王弘喆1,张淑霞1F A NC h a n g -x i n 1,Z H O UR o n g -c a n 1,Y A OB i n g -y i n 1,S H A OT i a n -y o u 2,T A N GL i -y i n g 1,W A N GH o n g -z h e 1,Z H A N GS H U -x i a1(1.西安热工研究院有限公司,陕西西安 710032;2.华能玉环电厂,浙江玉环 317604)(1.X i 'a n T h e r m a l P o w e r R e s e a r c h I n s t i t u t e C o r p o r a t i o nL i m i t e d ,X i 'a n 710032,C h i n a ;2.H u a n e n g Y u h u a n P o w e r P l a n t ,Y u h u a n 317604,C h i n a )摘 要:以华能玉环电厂主蒸汽管道P 92钢焊接和热处理为例,介绍了如何解决新材料的焊接技术问题,针对国内现场焊接和热处理中存在的问题,采取了有效措施,以控制新型耐热钢的安装质量,以期为其他超超临界机组项目的焊接质量控制提供参考依据。
关键词:超超临界机组;新型耐热钢;热处理;焊接材料;焊接工艺;性能要求;质量控制中图分类号:T G 441.7 文献标志码:A 文章编号:1674-1951(2008)07-0024-04A b s t r a c t :T a k e w e l d i n g a n dh e a t t r e a t m e n t o f t h e P 92s t e e l o f m a i n s t e a mp i p e i nH u a n e n g Y u h u a nP o w e r P l a n t a s t h e e x a m p l e ,t h e s o l u t i o n s o f t e c h n i c a l p r o b l e m s i n n o v e l m a t e r i a l w e l d i n g w e r e i n t r o d u c e d .A i m i n g a t t h e p r o b l e m s e x i s t i n g i n w e l d i n g a n dh e a t t r e a t m e n t f i e l d i n C h i n a ,s o m e e f f e c t i v e m e a s u r e s w e r e e m p l o y e d t o c o n t r o l t h e i n s t a l l a -t i o nq u a l i t y .I t i s e x p e c t e dt h a t t h em e a s u r e s m e n t i o n e di nt h i s p a p e r c a nb eu s e da s r e f e r e n c ef o r w e l d i n gq u a l i t y c o n t r o l i nc o n s t r u c t i o n o f o t h e r u l t r a -s u p e r c r i t i c a l u n i t s .K e yw o r d s :u l t r a -s u p e r c r i t i c a l u n i t ;n o v e l h e a t -r e s i s t i n g s t e e l ;h e a t t r e a t m e n t ;f i l l e r m e t a l ;w e l d i n gp r o c e s s ;p e r -f o r m a n c e r e q u i r e m e n t ;q u a l i t y c o n t r o l收稿日期:2008-05-120 引言华能玉环电厂是国内首座超超临界电厂,规划容量为4台1000M W 超超临界燃煤发电机组,机组参数为600℃/600℃/26.25M P a 。