千斤顶装配图及零件图
- 格式:doc
- 大小:273.00 KB
- 文档页数:4


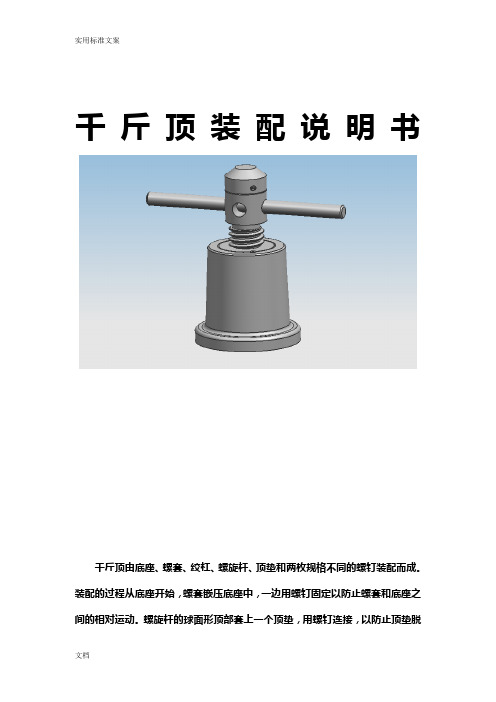
千斤顶装配说明书千斤顶由底座、螺套、绞杠、螺旋杆、顶垫和两枚规格不同的螺钉装配而成。
装配的过程从底座开始,螺套嵌压底座中,一边用螺钉固定以防止螺套和底座之间的相对运动。
螺旋杆的球面形顶部套上一个顶垫,用螺钉连接,以防止顶垫脱落或随螺旋杆一起旋转。
千斤顶零件图如下:一、底座先打开UG,并建立草图:开画底座的轮廓:约束建立好中心线后开始作图:输入相应数据:插入点:最后得出所需的轮廓:在截取多余的线段:然后就可以完成草图,并且进行回转:输入数据就可以得出所需零件:然后所需的边进行倒角:倒角完之后,就进行打孔:然后进行定位:然后输入相应的数据,就可以得出效果图:对孔进行打螺纹:最后得出完整的底座:二、画螺套画圆柱画凸台及其定位倒凸台斜角打孔及其定位画螺纹及其定位打孔、定位、画螺纹三、画螺钉M10*12画圆柱并倒斜角画槽画外螺纹四、画绞杠画圆柱并倒斜角五、画螺纹杆画连续凸台并倒斜角然后继续采用凸台命令,并且对中得出最后图形:然后创建草图进行下一步:做几条投影线:得到:进一步完成草图:约束圆:同样完成以下步骤:对多余的线进行剪切:旋转:然后继续建立凸台完成图形:建基准平面打孔并定位画外螺纹六、画螺钉M8*12画圆柱并倒斜角、割键槽步骤M10螺钉是一样的画螺钉M8外螺纹七、画顶垫创建草图,通过画直线并约束来画顶垫的外形通过回转功能画顶垫的实体图创建基准平面、打孔、定位、画螺纹对以上的零件进行装配:然后继续加载其他部件并约束:最后是进行零件的顺序运动:先是接触个零件的约束,再建立新的顺序,然后对零件进行运动。

一、用途及特点YCWG系列轻型千斤顶是一种通用型预应力用穿心式千斤顶,使用于各种钢绞线锚具的张拉作业。
广泛应用于后张法的大型建筑物、结构物、预应力混凝土桥梁、岩土锚固、水工结构、地基锚固等重大工程。
本千斤顶主要零件采用高强度钢材制成,结构紧凑、重量轻、体积小的特点,轴向长度短、钢绞线预留张拉长度短,可节省钢绞线材料。
且吊装灵活、经久耐用,容易操作和维修方便。
本系列千斤顶不可用于落梁、顶推、顶升等易产生偏栽的工况中,如遇上述工况,请选用我厂其他相应型号的千斤顶。
二、特点YCW系列千斤顶型号含义:YC W XXX E XXX张拉行程改进型(轻量型)公称张拉力(×10Kn)通用型穿心式液压三、技术性能YCW系列轻型千斤顶常用的有100、150、200、250、400、500(×10Kn)六种规格,行程均为200mm,其技术性能如下:公称张拉力(KN)公称油压(Kg)张拉活塞面积(m²)回程活塞面积(m²)回程油压(mpa)穿心孔径(mm)张拉行程(mm)主机质量(kg)主机外形尺寸(mm)定位螺母止口尺寸活塞止口尺寸YCW60B 600 52 1.15×10-2 0.41×10-2 ≤25 Φ60 200 33 Φ170×340 Φ102 Φ95 YCW1009921 52 1.91×10-2 0.78×10-2 ≤25 Φ76 200 65 Φ216×350 Φ149 Φ130 YCW1501511 50 3.03×10-2 1.60×10-2 ≤25 Φ102 200 106 Φ280×366 Φ170 Φ156 YCW2001960 52 3.77×10-2 1.84×10-2 ≤25 Φ104 200 135 Φ310×368 Φ196 Φ176 YCW2502480 54 4.59×10-2 2.80×10-2 ≤25 Φ140 200 162 Φ350×369 Φ210 Φ186 YCW3003000 52 5.773×10-2 3.13×10-2 ≤25 Φ148 200 217 Φ385×370 Φ250 Φ216 YCW3503497 54 6.48×10-2 3.46×10-2 ≤25 Φ175 200 268 Φ410×390 Φ252 Φ252 YCW4003955 52 7.61×10-2 4.60×10-2 ≤25 Φ175 200 278 Φ440×390 Φ252 Φ252 YCW5004924 49 10.05×10-2 4.77×10-2 ≤25 Φ196 200 385 Φ400×390 Φ302 Φ302 YCW6006050 50 1.21×10-2 3.82×10-2 ≤25 Φ196 200 590 Φ530×426 Φ302 Φ302 YCW6506500 50 13.13×10-2 6.29×10-2 ≤25 Φ240 200 617 Φ575×465 Φ362 Φ362 四、基本构造本千斤顶主要以三个部分组成,一是由油缸、穿心套、定位螺母、大堵头、后密封板、后压紧环及密封件组成的“不动体”;二是由活塞及其密封件组成的“运动体”;三是便于吊运的提手部分。

液压支架立柱及千斤顶检修工艺一.目的该工艺严格依照《煤矿机电设备检修质量标准》要求制定,并参照MT97-92《液压支架千斤顶技术条件》,MT313-92《液压支架立柱技术条件》,MT312-2000《液压支架通用技术条件》,MT419-1995《液压支架用阀》等标准,达到生产矿井液压支架对立柱、千斤顶技术要求,规范检修操作进程,提高检修支架效率。
二. 适用范围:适用于新疆目前利用各类规格、型号液压支架立柱、千斤顶的检修。
三. 工作职责:公司所有人员均有参与该工艺制定的建议权,使该工艺普遍吸取集体智慧,确保该工艺的适用性及有效性。
该工艺经公司领导批准后,公司从事支架检修人员、管理人员应严格执行此工艺;为了保证此工艺的先进性、科学性、适宜性,应按照新技术、新材料、新方式及中心生产发展、生产设备查验、实验设备配置、工装配置,对该工艺进行按期的修改、补充及完善。
四.立柱检修工艺1 液压支架立柱的结构及零部件概述液压支架立柱主要有四种形式:1)单伸缩双作用立柱,2)单伸缩双作用带机械加长杆立柱,3)双伸缩双作用立柱,4)三伸缩双作用立柱。
立柱的主要组件及零部件立柱主要由活柱组件、缸体部件、缸体导向套组件、加长杆组件及二级缸体底阀等组成。
1.2.1 活柱组件1.2.2 主要由:1)柱头、2)柱管、3)柱塞、4)鼓型圈、5)活塞导向环、6)支撑环、7)卡箍、8)外卡键柱组成。
1.2.3 头一般选用35#钢等强度高、可焊性好的材质;柱管选用高强度无缝钢管,可焊性好的材质,如:27SiMn、25CrMo;柱塞选用40Cr材质;鼓型圈一般选用聚氨脂;活塞导向环选用聚甲醛;支撑环一般选用45#钢;卡箍选用聚甲醛;外卡键一般选用45#钢。
1.2.4 活塞导向环与鼓型圈或山形圈配合,起导向、减少摩擦和防挤作用。
1.2.5 外导向环(卡箍)装在柱塞或外卡键上,起导向、减少摩擦作用。
1.2.6 支撑环起托住鼓型圈和活塞导向环作用,外卡键固定密封件和导向环,保证在液压作用下不窜动和脱落。
