机械加工精度定位误差__例题
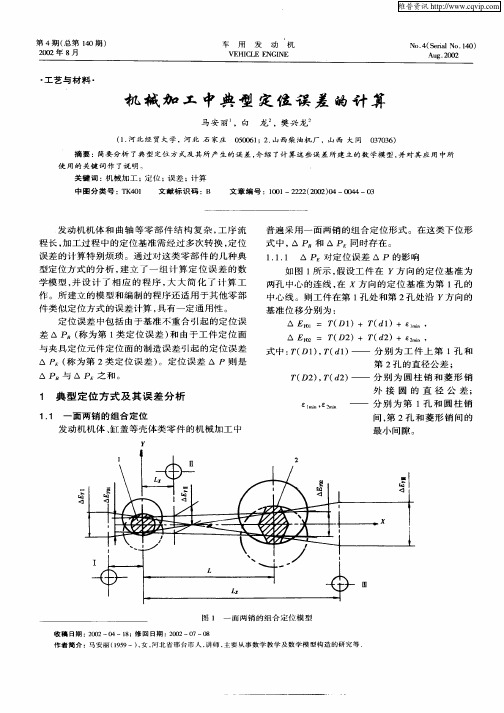
- 格式:ppt
- 大小:327.00 KB
- 文档页数:9
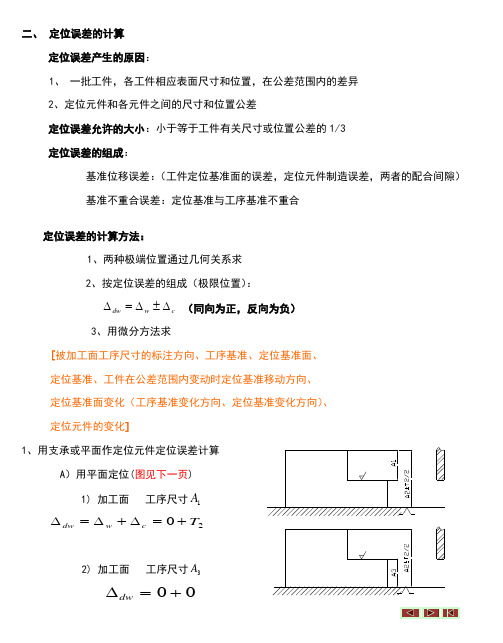
二、 定位误差的计算 定位误差产生的原因:1、 一批工件,各工件相应表面尺寸和位置,在公差范围内的差异2、定位元件和各元件之间的尺寸和位置公差定位误差允许的大小:小于等于工件有关尺寸或位置公差的1/3 定位误差的组成:基准位移误差:(工件定位基准面的误差,定位元件制造误差,两者的配合间隙) 基准不重合误差:定位基准与工序基准不重合定位误差的计算方法:1、两种极端位置通过几何关系求2、按定位误差的组成(极限位置):c w dw ∆±∆=∆ (同向为正,反向为负)3、用微分方法求[被加工面工序尺寸的标注方向、工序基准、定位基准面、 定位基准、工件在公差范围内变动时定位基准移动方向、 定位基准面变化(工序基准变化方向、定位基准变化方向)、 定位元件的变化]1A )用平面定位(1) 加工面 c w dw ∆+∆=∆2) 加工面=∆dw4、外圆定位:V型块(定位基准——外圆中心线)工件外圆 最小2d T d-→ 最大2d T d+工序尺寸:0H0sin 2222sin222+=+--+=∆ααd T d d T T dwd d工序尺寸:1H2sin 22dd T T dw -=∆α(工件变大→定位基准上移,工序基准下移)工序尺寸:2H2sin 22dd T T dw +=∆α(工件变大→定位基准上移,工序基准上移)校的学生并没有专心听讲、认真思考,而是写其他科目的作业,与周围同学聊天,发短信聊天,等等。
这些现象说明了同学们的思想道德素质建设还需进一步加强。
这件事对我触动很大,让我深切地感到,加强自我修养,应该从我做起,“不以恶小而为之,不以善小而不为”。
作为一名入党积极分子,我感到一定要时刻以一(转载自中国教育文摘,请保留此标记。
)名党员的标准来衡量自己,以一名党员的条件严格要求自己,在周围同学当中时时处处体现出先锋模范作用,只有这样才能有资格加入这个光荣而先进的组织。
我意识到,有时距离成功只有一步之遥,但如果采用消极的态度,可能成功会将自己拒之门外;倘若是积极态度去对待,可能成功就会属于自己。
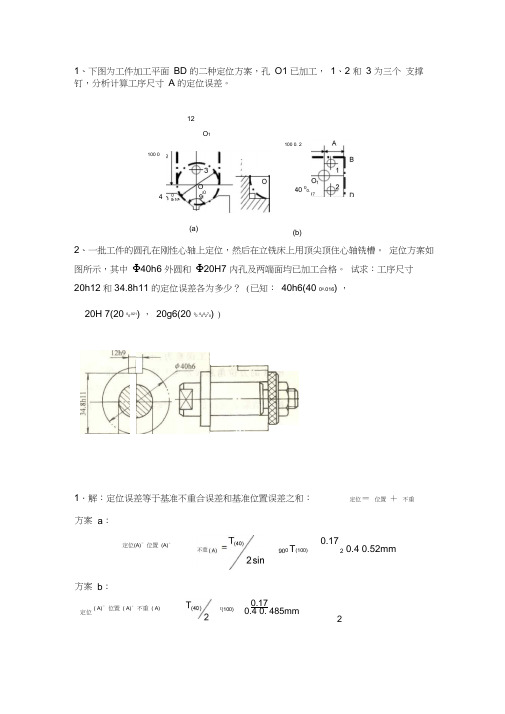
1、下图为工件加工平面 BD 的二种定位方案,孔 O1 已加工, 1、2 和 3 为三个 支撑钉,分析计算工序尺寸 A 的定位误差。
12
2、一批工件的圆孔在刚性心轴上定位,然后在立铣床上用顶尖顶住心轴铣槽。
定位方案如图所示,其中 Φ40h6 外圆和 Φ20H7 内孔及两端面均已加工合格。
试求:工序尺寸 20h12 和34.8h11 的定位误差各为多少? (已知: 40h6(40 00
.016) , 20H 7(20 00.021) , 20g6(20 00..000270) )
1.解:定位误差等于基准不重合误差和基准位置误差之和:
定位= 位置 + 不重
0.17 0.4 0. 485mm
2
(b)
方案 a :
0.17 900 T (100) 2 0.4 0.52mm
方案 b :
定位 0.17 (a) 4 100 0
O 1
O
00 100 0. 2
40 00.
定位(A)= 位置 (A)+
T (100) ( A)= 位置 ( A)+ 不重 ( A)
2.
(1)对于尺寸20h12 设计基准与定位基准均为工件左端面,基准重合;而且采用单一平面定位,
基准位移误差为0,则定位误差为:
d j b 0 0 0
(2)对于尺寸34.8h11
设计基准为外圆下母线,而定位基准为工件轴线,存在基准不重合误差,其值为:
0.016
2 0.008
由于心轴与定位孔是间隙配合,有基准位移误差,其值为最大配合间隙:
j D d min 0.021 0.013 0.007 0.041
总定位误差为:
d j b 0.041 0.008 0.049。
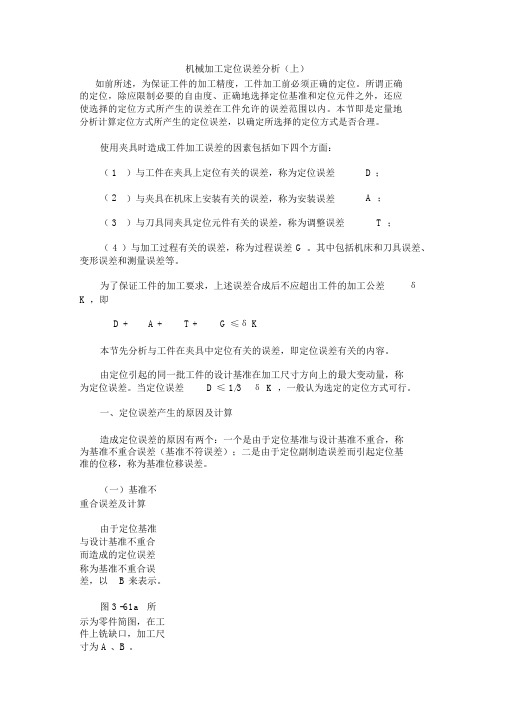
机械加工定位误差分析(上)如前所述,为保证工件的加工精度,工件加工前必须正确的定位。
所谓正确的定位,除应限制必要的自由度、正确地选择定位基准和定位元件之外,还应使选择的定位方式所产生的误差在工件允许的误差范围以内。
本节即是定量地分析计算定位方式所产生的定位误差,以确定所选择的定位方式是否合理。
使用夹具时造成工件加工误差的因素包括如下四个方面:( 1)与工件在夹具上定位有关的误差,称为定位误差 D ;( 2)与夹具在机床上安装有关的误差,称为安装误差 A ;( 3)与刀具同夹具定位元件有关的误差,称为调整误差T ;( 4 )与加工过程有关的误差,称为过程误差 G 。
其中包括机床和刀具误差、变形误差和测量误差等。
为了保证工件的加工要求,上述误差合成后不应超出工件的加工公差δK,即D + A +T +G ≤δ K本节先分析与工件在夹具中定位有关的误差,即定位误差有关的内容。
由定位引起的同一批工件的设计基准在加工尺寸方向上的最大变动量,称为定位误差。
当定位误差 D ≤ 1/3δ K,一般认为选定的定位方式可行。
一、定位误差产生的原因及计算造成定位误差的原因有两个:一个是由于定位基准与设计基准不重合,称为基准不重合误差(基准不符误差);二是由于定位副制造误差而引起定位基准的位移,称为基准位移误差。
(一)基准不重合误差及计算由于定位基准与设计基准不重合而造成的定位误差称为基准不重合误差,以 B 来表示。
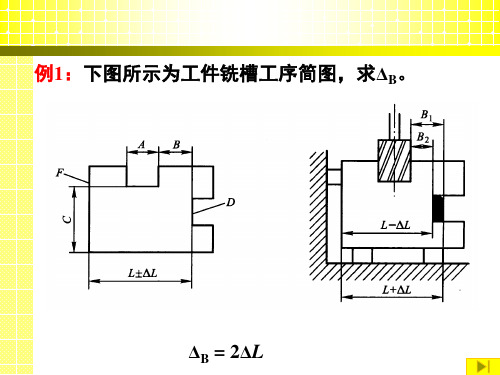
图 3 -61a 所示为零件简图,在工件上铣缺口,加工尺寸为 A 、B 。
图 3-61b 为加工示意图,工件以底面和E 面定位, C 为确定刀具与夹具相互位置的对刀尺寸,在一批工件的加工过程中C 的位置是不变的。
加工尺寸 A的设计基准是 F ,定位基准是 E ,两者不重合。
当一批工件逐个在夹具上定位时,受尺寸S±δ S /2的影响,工序基准 F 的位置是变动的, F 的变动影响 A 的大小,给 A 造成误差,这个误差就是基准不重合误差。

P.157(题3-3)习题(定位误差分析计算)解答:答:本工序铣槽要保证两个加工精度:尺寸014.054-和对称度不大于0.03。
1、采用第一种定位方案(见b 图)时,(1)对于尺寸014.054-的定位误差: )047.0(314.0021.0145sin 121.012sin 12=≤≈⎪⎭⎫ ⎝⎛-︒=⎪⎪⎪⎪⎭⎫ ⎝⎛-=∆-∆=∆αd JB JW DW T 所以能保证尺寸014.054-的加工精度要求。
(2)对于对称度的定位误差:000=+=∆+∆=∆JW JB DW(注:由于V 形块对工件外圆定位时,其定位基准就是过外圆中心的垂直线,即垂直方向的直径,所以定位基准与对称度的设计基准重合,0=∆JB ;又由于V 形块具有自动对中作用,外圆的中心仅在垂直方向上产生位置偏差,不会在水平方向上产生偏移,所以0=∆JW 。
) 所以能保证对称度的加工精度要求。
由此可见,第一种定位方案能同时保证上述两个加工精度要求。
2、采用第二种定位方案(见c 图)时,因定位销轴水平放置,属于单边固定接触。
(1)对于尺寸014.054-的定位误差: )(047.0314.0085.0)202.003.0()21.0202.0(=≥=+++=∆+∆=∆JW JB DW (注:由于用销轴对工件内孔进行定位,定位基准是工件内孔的中心,而设计基准是工件外圆的下母线,所以基准不重合,另外要注意到根据题目的提示:内孔与外圆还存在着同轴度公差,同轴度公差是指任意直径方向上,所以基准不重合误差既要考虑到工件外圆半径公差,还要考虑到同轴度公差在半径方向上所产生的最大偏差)所以不能保证尺寸014.054-的加工精度要求。
(2)对于对称度的定位误差: )(01.0303.002.0002.0=≥=+=∆+∆=∆JW JB DW (注:由于销轴对工件内孔定位时,其定位基准就是内孔中心,而对称度的设计基准是外圆的中心,即垂直方向的直径,当外圆的中心与内孔的中心在水平方向上产生最大的同轴度误差时,定位基准与对称度的设计基准不重合,02.0=∆JB ;又由于水平放置的销轴也具有自动对中作用,内孔的中心仅在垂直方向上产生位置偏差,不会在水平方向上产生偏移,所以0=∆JW 。
( √ )1、为使零件的几何参数具有互换性,必须把零件的加工误差控制在给定的范围内。
( × )2、公差是零件尺寸允许的最大偏差。
( × )3、从制造角度讲,基孔制的特点就是先加工孔,基轴制的特点就是先加工轴。
( √ )4、Φ10E7、Φ10E8、Φ10E9三种孔的上偏差各不相同,而下偏差相同。
( × )5、有相对运动的配合应选用间隙配合,无相对运动的配合均选用过盈配合。
( × )6、若某平面的平面度误差值为0.06mm ,则该平面对基准的平行度误差一定小于0.06mm 。
( × )7、选用派生系列时应优先选用公比较小和延伸项含有项值1的数列。
( √ )8、圆柱度公差是控制圆柱形零件横截面和轴向截面内形状误差的综合性指标。
( × )9、过渡配合可能有间隙,也可能有过盈,因此过渡配合可以算间隙配合,也可以算过盈配合。
( × )10、基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。
( × )11、选择较大的测量力,有利于提高测量的精确度和灵敏度。
( √ )12、误差值越小则测量精度越高,误差值越大则测量精度越低。
( √ )13、配合公差的数值愈小,则相互配合的孔、轴的公差等级愈高。
( √ )14、一般来说,需要严格保证配合性质时,应采用包容要求。
( × )15、形位公差带都是按几何概念定义的,与测量方法无关。
( √ )16、若被测要素相对于基准方向和位置关系以理论正确尺寸标注则其公差带方向和位置是固定的. ( √ )17、零件尺寸误差同位置误差采用独立原则时,位置误差应作为组成环列入尺寸链。
( √ )18.对一被测值进行大量重复测量时其产生的随机误差完全服从正态分布规律。
( √ )19.若某平面对基准的垂直度误差为0.05mm ,则该平面的平面度误差一定小于等于0.05mm.。
( × )20.只要离基准轴线最远的端面圆跳动不超过公差值,则该端面的端面圆跳动一定合格。

( √ )1、为使零件的几何参数具有互换性,必须把零件的加工误差控制在给定的围。
( × )2、公差是零件尺寸允许的最大偏差。
( × )3、从制造角度讲,基孔制的特点就是先加工孔,基轴制的特点就是先加工轴。
( √ )4、Φ10E7、Φ10E8、Φ10E9三种孔的上偏差各不相同,而下偏差相同。
( × )5、有相对运动的配合应选用间隙配合,无相对运动的配合均选用过盈配合。
( × )6、若某平面的平面度误差值为0.06mm ,则该平面对基准的平行度误差一定小于0.06mm 。
( × )7、选用派生系列时应优先选用公比较小和延伸项含有项值1的数列。
( √ )8、圆柱度公差是控制圆柱形零件横截面和轴向截面形状误差的综合性指标。
( × )9、过渡配合可能有间隙,也可能有过盈,因此过渡配合可以算间隙配合,也可以算过盈配合。
( × )10、基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。
( × )11、选择较大的测量力,有利于提高测量的精确度和灵敏度。
( √ )12、误差值越小则测量精度越高,误差值越大则测量精度越低。
( √ )13、配合公差的数值愈小,则相互配合的孔、轴的公差等级愈高。
( √ )14、一般来说,需要严格保证配合性质时,应采用包容要求。
( × )15、形位公差带都是按几何概念定义的,与测量方法无关。
( √ )16、若被测要素相对于基准方向和位置关系以理论正确尺寸标注则其公差带方向和位置是固定的. ( √ )17、零件尺寸误差同位置误差采用独立原则时,位置误差应作为组成环列入尺寸链。
( √ )18.对一被测值进行大量重复测量时其产生的随机误差完全服从正态分布规律。
( √ )19.若某平面对基准的垂直度误差为0.05mm ,则该平面的平面度误差一定小于等于0.05mm.。
( × )20.只要离基准轴线最远的端面圆跳动不超过公差值,则该端面的端面圆跳动一定合格。
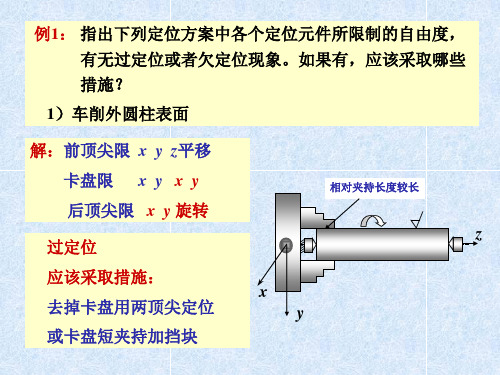
一、名词解释1.机械加工精度:2.误差复映:3.系统误差:4.工艺系统刚度:5.主轴回转误差:二、选择题1.分析计算两定位误差的前提是采用夹具装夹加工一批工件,用()法保证加工要求。
A、调整B、试切C、轨迹2.工艺系统的热变形影响加工精度和生产效率,为保证加工要求必须使机床()。
A.冷却后再测量及精加工B.热伸长后再调刀C.热平衡后再加工D.冷却后再安装工件3.工艺系统静误差主要指()。
A、工艺系统受力误差B、工艺系统受热误差C、机床误差D、刀具磨损4.工艺系统热变形不仅影响加工精度而且影响生产效率,为保证加工要求须使机床()。
A.冷却后再测量及精加工B.热伸长后再调刀C.热平衡后再加工D.冷却后再安装工件5.误差的敏感方向是指产生加工误差的工艺系统原始误差处于加工表面的()。
A、法线方向B、切线方向C、轴线方向6.车床主轴的几何偏心(纯径向跳动)使加工阶梯轴时产生的误差是()。
A、圆柱度误差B、端面平面度误差C、加工面与装夹面的同铀度误差7.在大量生产的精加工时,应采用()方法以获得图纸要求的尺寸精度。
A、试切法加工B、试切调整法加工C、样件调整法加工D、按样件初调刀后试切一组工件作精确微调8.研究工艺系统受力变形时,若以车床两顶尖间加工光轴为例,如果只考虑机床变形,则由于切削过程受力点位置的变化而引起工件产生()形状误差。
A、圆锥形B、腰鼓形C、马鞍形(双曲线)D、圆柱形9.分布曲线的中心位置表示()对一批工件加工尺寸的影响。
A、常值系统误差B、变值系统误差C、随机误差D、随机误差和变值系统误差10.研究工艺系统受力变形时,若以车床两顶尖间加工光轴为例,如果只考虑工件变形,则由于切削过程受力点位置的变化而引起工件产生()形状误差。
A、圆锥形B、腰鼓形C、马鞍形(双曲线)D、圆柱形11.工艺系统动误差主要包括()。
A、调整误差B、工艺系统受热误差C、机床传动误差D、定位误差12.分析计算两定位误差的前提是采用夹具装夹加工一批工件,用()法保证加工要求。
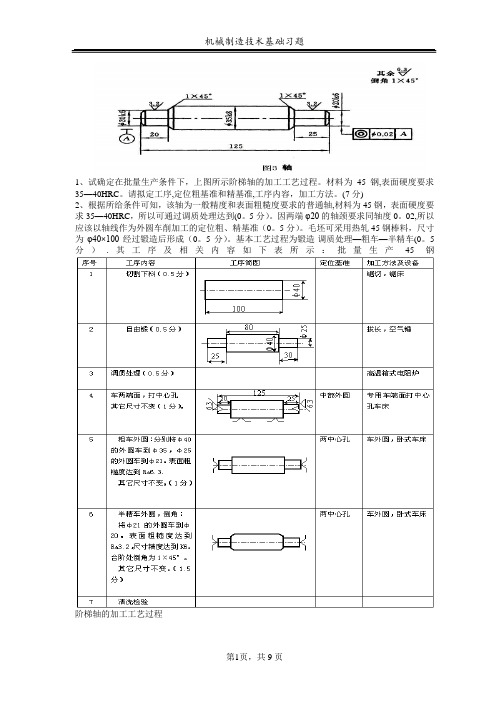
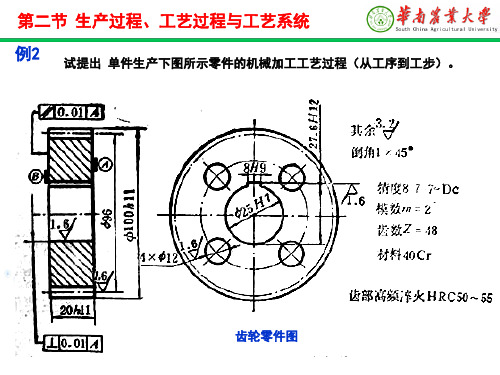
1、试确定在批量生产条件下,上图所示阶梯轴的加工工艺过程。
材料为45钢,表面硬度要求35—40HRC。
请拟定工序,定位粗基准和精基准,工序内容,加工方法。
(7分)2、根据所给条件可知,该轴为一般精度和表面粗糙度要求的普通轴,材料为45钢,表面硬度要求35—40HRC,所以可通过调质处理达到(0。
5分)。
因两端φ20的轴颈要求同轴度0。
02,所以应该以轴线作为外圆车削加工的定位粗、精基准(0。
5分)。
毛坯可采用热轧45钢棒料,尺寸为φ40×100经过锻造后形成(0。
5分)。
基本工艺过程为锻造-调质处理—粗车—半精车(0。
5分).其工序及相关内容如下表所示:批量生产45钢阶梯轴的加工工艺过程2、试确定在单件小批量生产条件下,下图所示阶梯轴的加工工艺过程。
材料为40Cr,表面硬度要求45-50HRC。
请拟定工序,定位粗基准和精基准,工序内容,加工方法。
(6分根据所给条件可知,该轴为具有较高精度和较低的表面粗糙度要求的精密轴,材料为40Cr钢,表面硬度要求45—50HRC,所以需通过淬火加中温回火达到(0。
5分)。
尽管两端φ50的轴颈没有同轴度要求,但因轴的长度为600,为便于加工和定位,应该以轴线和外圆作为外圆和端面车削加工的定位粗、精基准(0.5分).毛坯可采用热轧40Cr钢棒料,尺寸为φ105×380经过锻造后形成(0。
5分)。
基本工艺过程为锻造—粗车-半精车—淬火+中温回火-粗磨-精磨(0。
5分).其工序及相关内容如下表所示:单件小批量生产40Cr钢阶梯轴的加工工艺过程如上图所示,已知工件外径00.0250d φ-=mm ,内孔直径0.025025D φ+=mm ,用V 形块定位在内孔上加工键槽,要求保证工序尺寸0.2028.5H +=mm 。
若不计内孔和外径的同轴度误差,求此工序的定位误差,并分析定位质量。
解:(1)基准不重合误差 0.01252D jb T ∆==mm (2)定位副制造不准确误差 2sin(2)d db T α∆== 0.01414mm (3)定位误差0.02660.027mm dw jbdb ∆∆+∆≈== (4)定位质量 0.027mm dw ∆= ,T =0。