精编【IE工业工程】IE的分析方法及工具标准工时工作简化
- 格式:doc
- 大小:382.50 KB
- 文档页数:13

IE 的分析方法及工具(3)__ 標準工時、工作簡化IE 的分析方法及工具( 3)八、標準時間標準時間又稱“標準工時”。
一個生產工廠,廠內生產部門有無建立標準工時,或標準工時的適用性,幾乎可衡量這個工廠的管理水準,因為管理落伍的工廠,對於工作人員的績效往往缺乏一種標準的衡量工具,而往往取法于主管的好惡,而標準工時的制訂,則可打破人為的偏差,對於績效的衡量建立在一個合理、公平的制度之下:(一)、標準時間的用途1. 作業方法的比較選擇對於不同的作業方法透過方法研究、時間研究,可以選擇最好的作業方法。
2. 工廠佈置之依據有了產品,制程作了分析,每個作業制定了標準時間,即可測算每個作業(部門)的負荷,依據負荷測算所需的作業空間,可達到更為流暢的工廠佈置。
3. 可預估工廠負荷產量工廠空間有多大,制程上有了標準時間,即可測算工廠產能。
4. 生產計畫的基礎生產管制部門的生產計畫,因有了標準時間,可以更精確的做生產計畫,如在進度控制上有了問題,也可依標準時間來做人力調整。
5. 可作為人力增減之依據做何產品?計畫產量多少?工作日多少?每日計畫工作時間多少?有了上面的資訊再加上有了標準時間,即可計算所需的人力,也就可有準備的進行增補或調整。
6. 可作為新添機器設備的依據機器產能(標準時間換算)可得知生產量起伏時所需要之機器數量。
7. 流水線生產之平衡一條流水線,諸多工序,依各工序的標準時間來配置人力,使生產線平衡,流暢。
8. 可決定人工成本對製造成本及外加工之費用可依標準時間做基礎來估算。
9. 可作為效率分析的基礎在多少時間內,完成多少產品,有了標準時間,就可計算效率因有明確的計算得予提升。
10. 工作人員效率獎金計算基礎有標準時間,才可得正確合理之效率,效率的好壞在薪資的獎金上應予反應,可得激勵作用。
11. 減少管理依存度每日的工作績效透過計算,並反應在獎金上,易於激發工作人員自主自動的工作態度。
(二)、標準時間之意義生產方法可運用工種分析、工作研究等技法,並運用管理迴圈PDCA一直獲得改善,不斷的尋求最大效率,最低成本的做法,當然標準時間也就不斷的跟著做改變。
【IE知识】81个IE(工业工程)专业术语,基础掌握牢很重要!展开全文1.标准工时/标准时间在适宜的操作条件下,用最合适的操作方法,以普通熟练工人的正常速度完成标准作业所需的劳动时间标准时间=正常时间*(1 宽放率)=(观测时间*评比系数)*(1 宽放率)2.工时定额对某种作业的工时规定一个额度,即使对同一作业,由于用途不同可能有不同量值的定额,如现行定额、计划定额、目标定额等3.标准时间与工时定额的关系标准时间是制定工作定额的依据、工时定额是标准时间的结果4.时间研究时间研究是一种作业测定技术,旨在决定一位合格、适当、训练有素的操作者,在标准状态下,对一特定的工作以正常速度操作所需要的时间5.时间研究的研究方法时间研究是用抽样调查技术来对操作者的作业进行观测,以决定作业的时间标准6.剔除异常值的方法三倍标准偏差法:正常值为x /-3 内的数据,超出者为异常值7.每一单元的平均操作时间平均操作时间=Σ(观测时间值)/ 观测次数8.正常时间正常时间=Σ(单元观测时间X单元评比百分率)/ 观测次数9.宽放时间的种类私事宽放\疲劳宽放\周期动作宽放时间\干扰宽放时间\临时宽放时间\政策宽放时间\程序宽放10.宽放率宽放率(%)=(宽放时间/正常时间) X100%11.宽放时间宽放时间=正常时间X宽放率12.标准时间标准时间=平均操作时间X评比宽放时间13.瓶颈生产线作业工时最长的工站的标准工时称之为瓶颈\产出的速度取决于时间最长的工站14.实测时间作业者完成操作的实际时间15.节拍根据生产计划所得的一个工程所需的时间16.平衡率生产线各工程工作分割的均衡度,用于衡量流程中各工站节拍符合度的一个综合比值=Σ(T1 T2 ...... Tk)/Tbottleneck*K17.不平衡率生产线各工程工作分割的不均衡度不平衡率=(最大值-最小值)/平均值*100%18.平衡损失平衡损失=瓶颈工站的实际时间×工站数×FG-正常时间19.操作损失生产中异常及不良造成的损失操作损失=(设定产能-实际产量)?单件标准时间-额外产出工时=不良品损失计划外停线(机)工时20.总损失总损失=稼动损失平衡损失操作损失21.快速切换通过各种手段,尽可能的缩短作业切换时间,以减少时间浪费,达成提高综合效益之目的22.作业切换时间是指前一品种加工结束到下一品种加工出良品的这段时间23.外部切换时间不必停机也能进行的切换作业时间24.内部切换时间必须停机才能进行的切换以及为保证质量进行的调整、检查等占用的切换时间25.JIT的基本思想只在需要的时候、按需要的量、生产所需的产品,故又被称为准时制生产、适时生产方式、广告牌生产方式26.JIT的核心零库存和快速应对市场变化27.劳动定额的时间构成劳动定额的时间构成=作业时间布置工作地时间休息与生理需要时间准备与结束时间/批量劳动定额的时间构成可供时间:上班时间内,为某产品生产而投入的所有时间可供工时=可供时间 *人数-借出工时投入工时=可供工时-计划停线工时稼动率=投入工时/可供工时 *100%计划停线工时=计划停线时间*人数计划停线时间=无计划时间换线时间判停时间设定产能(H) =3600(S)/瓶颈时间(S)设定产能(班)=投入时间/瓶颈时间(S)总工时=瓶颈时间*作业人数实际产量是可供时间内所产出的良品数人均产能=实际产量/投入时间/人数单机台产能=实际产量/投入时间/机台数平衡损失=(总工时-单件标准时间)*设定产能操作效率=实际产量/设定产能*100%整体工厂效率(OPE)=平衡率*稼动率*操作效率平衡损失=(瓶颈*作业人数-单件标准时间)*设定产能操作损失=(设定产能-实际产量)*单件标准时间-额外产出工时=不良品损失计划外停线(机)工时28.工费率平均每小时发生费用=单位时间内发生总费用/单位时间内投入工时29.单件成本平均每件分摊成本=某批产品花费总成本/该批产品总量30.成本下降率Σ[(上期单件成本-本期单件成本)*实际产量]/Σ(上期单件成本*实际产量)*100%31.机会成本机会成本=投资额*行业平均盈利率经营收益=收益-机会成本节省成本﹕=(改善前需求工时-改善后需求工时)*工费率交付周期=∑(CT*批量)32.所有机器效率=Total S.T*Output/(可利用时间*机台数)人工利用率 = 人工操作时间*目标产能/工作时间机器稼动率 = 机器作业时间*目标产能/工作时间MFG效率=实际产量/除非计划停机损失后可生产数量总生产效率=实际产量/可生产数量33.无效时间指花费在进行与生产不是有直接关系的活动之时间,如:开会,培训,消防演习,健康枪查,5S等.34.生产是一切社会组织将它的输入转化为输出的过程,是人们创造物质产品的有组织的活动35.时间序列模型以时间为独立变量,利用过去需求随时间变化的关系来预测未来的需求36.预测监控通过预测监控来检验过去起作用的预测模型是否仍然有效37.因果关系模型利用变量(包括时间,如广告投入vs销量)之间的相互关系,通过一种变量的变化来预测另一种变量的未来变化38.CYCLE TIME(C/T)周期时间每单位工序中1个循环的作业所需的时间单位工序C/T的和/ 测试次数39.(T/T)节拍时间制造一件物品时所需要的实际时间作业时间/ 需求数40.NECK TIME整个工序中1个循环作业时间最长的工序时间=最大的CYCLE TIME41.RATING作业按标准方法进行时作业速度的快或慢的程度用数字进行换算的时间很快︰125%;快︰100%;一般︰85%;慢︰60%42.净作业时间作业按标准方法进行时所需的最少时间CYCLE TIME*RATING(%)43.运转率产品所需的时间及实际生产中所用的时间之比NECK TIME /TACT × 100 %44.运转损失生产产品所需的时间和实际所用的时间之比(Tact Time-Neck Time)/ TACT TIME× 100 %45.平衡损失作业人员之间由于作业量的不公平导致的作业要素时间的不均衡程度的比(Neck Time-Cycle Time)/TACT TIME× 100 %46.效率损失按标准方法进行作业时需要的最少时间和与实际作业中所用的时间之差的比(Cycle Time-净作业时间)/ TACT TIME× 100 %47.综合损耗损耗的总合计运转损失+平衡损失+效率损失48.时间观测法用秒表观测分析作业人员的作业时间或设备运转的方法49.防呆法作业人员或设备上装上无需小心作业也绝不出错的防止出错装置50.生产率一般用产量对投入的比OUT PUT /IN PUT51.工时人或机器能做的或已做的量用时间来表示52.拥有工时拥有人员的工时拥有人员×正常作业时间53.考勤工时实际上没投入到作业的工时(缺勤、休假、出差、支持等)相关人员×相关时间54.出勤工时实际投入到作业的人员的工时拥有工时-考勤工时55.追加工时正常出勤工时以外追加作业的工时,即加班,特殊出勤、接受支持等相关人员×相关时间56.作业工时投入到作业中的总工时出勤工时+追加工时57.实际生产工时作业工时中去掉损失工时,实际投入到作业的工时作业工时-损失工时58.损失工时不属于作业人员责任范围的损耗工时(会议、教育、早会、待料、材料不良、机械故障、机型变更、不良返工等)相关人员×相关时间59.作业工时效率生产产品所需的时间(标准时间)和实际用的时间之比标准工时/作业工时× 100 %60.实际生产工时效率损失工时以外的纯作业时间和实际生产所用的时间之比标准工时/实动工时× 100 %61.实际生产率生产产品所需的时间和纯生产所需的时间之比标准工时/实动工时× 100 %62.效率管理为了减少生产要素的损耗,用一线监督人员的指导监督来达到适当地提升并维持作业人员对作业的态度的一种管理模式标准时间/实际时间63.PAC (Performance Analysis & Control)为了能做到只要作业努力就能提升及维持能力的效率管理模式的一种。

ie标准工时计算工时管理对于企业的生产效率和工资制度设计都有重要影响。
IE (工业工程)标准工时计算方法是一种常见的工时管理方法,通过对工序和操作进行测量和分析,确定任务完成所需的标准工时。
本文将介绍IE标准工时计算的基本原理和步骤,并通过实例来说明如何应用该方法。
一、IE标准工时计算原理IE标准工时计算的核心原理是通过对生产过程中的工序和操作进行逐个测量和分析,确定任务完成所需的标准工时。
其基本假设是:相同任务在相同环境下,工人的工作能力和判断能力保持一致。
IE标准工时计算方法的过程可以分为以下几个步骤:1. 任务分解:将生产过程分解为不同的工序和操作,确定需要计算标准工时的具体任务。
2. 工序测量:对每个工序进行测量,包括直接工时和间接工时。
直接工时指完成任务所需的实际工作时间,间接工时指完成任务所需的非工作时间,如等待材料等。
3. 操作分析:对每个操作进行分析,确定操作的具体内容,包括操作的动作、次数、频率等。
4. 标准工时计算:根据工序测量结果和操作分析确定每个操作的标准工时,并累加得到任务的总标准工时。
二、IE标准工时计算步骤下面以一家制造企业的生产线上的装配工序为例,介绍IE标准工时计算的具体步骤:1. 任务分解:将装配工序分解为多个具体操作,如零件装配、调试、清洁等。
2. 工序测量:对每个工序进行测量,记录实际完成该工序所需的工作时间。
例如,在零件装配工序中,测量实际装配一件零件所需时间为10分钟。
3. 操作分析:对每个操作进行分析,记录操作的具体内容和频率。
例如,在零件装配工序中,操作包括拆卸、安装、固定等,其中拆卸操作的频率为10次/小时,安装操作的频率为20次/小时。
4. 标准工时计算:根据工序测量结果和操作分析确定每个操作的标准工时。
例如,拆卸操作的标准工时为实际拆卸一次所需时间乘以频率,即10分钟/次×10次/小时=100分钟/小时。
三、IE标准工时计算实例假设某企业的装配工序共有5个具体操作,它们的实际工时和频率如下表所示:操作名称实际工时(分钟)频率(次/小时)零件装配 10 20调试 15 15清洁 5 30固定 8 25质检 12 10根据上述数据,可以计算每个操作的标准工时,然后累加得到任务的总标准工时。
IE的分析方法及工具IE(Industiral Engineering),即工业工程,是一种研究工业生产中如何最优地运用人力、物力、财力等资源,以提高生产效益的学科。
在进行IE分析时,可以使用多种方法和工具来辅助。
以下是一些常用的IE分析方法及相关工具的简要介绍。
1.流程分析方法及工具:流程分析方法用于分析和优化工业生产过程中的流程。
常用的工具包括流程图、流程价值分析(PVA)、时间和动作研究(TAR)、价值流图(VSM)等。
流程图用于展示工业生产过程中的各个环节和关联性;PVA用于评估每个流程环节的价值并确定可能的改进点;TAR用于观察和分析工人在生产过程中的时间和动作,并提出相应的改进意见;VSM用于展示整个价值流程并识别可能的浪费环节。
2.工艺分析方法及工具:工艺分析方法用于分析和改善工业生产过程中的工艺。
常用的工具包括工艺路线图、标准操作程序(SOP)、工艺能力分析(PCA)等。
工艺路线图用于展示产品的生产流程和工艺要求;SOP用于明确每个工艺步骤的操作规范;PCA用于评估工艺的能力和稳定性,并提供改进建议。
3.人力分析方法及工具:人力分析方法用于分析和优化工业生产中的人力资源。
常用的工具包括时间研究、任务分析、工作分配、人力需求预测等。
时间研究用于测量工人在完成特定任务时所需的时间,并为人力资源的规划和管理提供依据;任务分析用于分析和描述每个工作岗位的任务要求和职责;工作分配用于合理分配人力资源以确保工作效率和质量;人力需求预测用于预测未来生产需求并相应地调整人力规模。
4.设备分析方法及工具:设备分析方法用于分析和改善工业生产中的设备使用效率和可靠性。
常用的工具包括设备维修与保养(PM)、总有效设备利用率(OEE)、故障模式和影响分析(FMEA)等。
设备维修与保养用于保障设备的正常运行和寿命延长;OEE用于评估设备的综合利用率,并提供可能的改善点;FMEA用于分析设备故障的模式和影响,并提出相应的预防和改进措施。

标准工时制定与工作改善(献给每一位站着睡觉的人)一、标准工时概论与应用1、计量化管理的必要性所有的企业管理都必须有精准的计划和执行及管制。
而这些工作绝大多数都要要用数据来做精准的描述、纯粹口语和文字性的指示都很容易造成模糊和误解,因为大部分的口语和文字只是空泛的名词和形容词。
若缺少数字的比较的则无法精确的说明问题。
*工厂管理需要计量化方法工厂的经营主要是分为五个大的模块,都需要用计量的手法来处理。
1) 营销管理如果说本公司要求明年达成营业额5亿元,营业毛利要达到8000万元即毛利率在16%以上,营业净利4000万元即利率为8%。
营业部因此订出不同的人员以不同的目标。
并在每个月的月未时订定各营业员下一个月的营业额目标,并依据出货额和收款额作管控,使每一位的营业人员的奖金确实依达成率作合理的计算。
如:小王3月份的营业额是500万元,实际只完成了425万元。
所以只完成了85%,所以小王的奖金也只能拿到85%。
2) 生产技术如果2007年要开发15款新型体正式上市,其中A1和A2两款型体必需在5月前上市销售。
每一款型体正式上上市前的设计变更(ECN)平均损失在52万以下,每款型体平均用料成本应在标准售价的55%以内。
3) 制造与生产管理公司里订定了严格的目标,平均每月每位车间员工生产数量应在500双以上。
每月各部门的工时效率应在86%以上,制程品质不良损失额应在1%以下。
要求各部门的主管也要设定严格的绩效考核制度。
以计算每个月每个员工的毛效率、净效率、作为当月的生产奖金计算发放基准。
4) 资材管理一、为了适应2007年度的产品售价可能因为市场的竞争而降低了5%,因此公司总经理要求采购及委外加工部门,2007年度采购物料的平均单价必须降低6-7%,而且设立稽查管制程序。
凡是降价未达到6-7%的物料订购单一律向总经理报告。
二、为了适应所来产品订单迅速多变的趋势,公司要求必须提高材料的库存周转率,从以往平均3周的库存量缩短到2周。
【IE工业工程】IE手法xxxx年xx月xx日xxxxxxxx集团企业有限公司Please enter your company's name and contentvIE手法手记一、ECRS法则:1、取消(E):"取消"所有不必要的工作环节和内容2、合并(C):"合并"必要的工作3、重排(R):取消和合并以后,重新安排工作顺序和步骤.4.简化(S):除去可取消和合并之外,余下的还可进行必要的简化.二、PDCA步骤標準時間制定方法之----馬表測時法一、選擇普通熟練程度的操作者作為時間研究的對象二、在開始時間研究之前IE人員須徹底領悟該工序的作業方法,在可能的情況下最好親自實踐.三、IE人員在馬表測時時,需站立於操作者左右方向2m以外的地方觀察,盡量不要讓操作者覺察或造成心理壓力四、每道工序盡量選擇多個操作者,持續觀察10~50次(最少10次),記錄、整理,結果填入IE現埸作業測定記錄表5.五、剔除異常值1、定性判斷: 操作者的漏作、多作、故延; 觀察值的漏記、誤記;外來干擾2、剔除異常值的方法采用……三倍標準差法,方法如下:六、確定技能評比系數:(通常將正常人30秒發一副撲克牌成四堆的速度或者4.8km/h的步行速度看作是普通熟練程度操作者的速度)七、利用加權求和公式計算平均基本時間(AVERAGE BASIC TIME)=ΣBASICTIME/n正常時間(BASIC TIME)=觀察平均時間×技能評比系數八、設定寬放率:1) 工程(位)寬裕3%包括治/工具的準備,設備點檢;治工具損壞時交換,部品治/工具掉落拾起;手套/指套配戴,交換;工具清洁,資材補充<限50CM以內>;作業指導書查閱<悟不出時的對照>;非檢查工位不良部品發生時的延誤.2)作業主體生理或心理寬裕2%:基于作業主體生理或心理的要求,除了正規的休息時間之外,在作業過程上洗手間,喝水,擦汗,放松身體等動作均可按2%的比率推攤入ST)3)作業主體疲勞寬裕2%:根據人對勞動時間的適應和對勞動強度的承受能力,作業體在開始作業時和一段時間之後的速度所產生偏差也可給予一定的寬裕值.九、設定標準時間=正常時間×(1+寬放率)IE系统技术手记一、何为工业工程:工业工程是从事把人员、原材料、设备和信息作为一个整体系统去发挥其功能的科学,它是进行经营管理系统方面的设计、改善与设置工作的学科二、IE的简单介绍——目标与功能1、目标:就是使生产系统投入的要素得到有效利用,降低成本,保证质量和安全,提高生产率,获得最佳效益。



(IE工业工程)IE流程分析多动作程序图操作人程序图2-2流程图分析图表的作用可将工作的基本资料如搬运路线和距离、操作时间、制造数量、设备和机器产能、工作方法、使用的材料和工具等,具体、清晰地显示出来,以突破记忆力的限制,进而明确地把握问题的所有现象,以有效地进行改善。
工程分析表的中央填写分析记号,右侧写作业内容或条件等,而左侧则写所需时间、搬运距离。
工程分析的实施步骤:确定分析的目的明确问题是什么?目的是什么?如生产流程上之瓶颈,距离太长的运搬,物体人员流动反复恒高,增进厂房利用率……….等。
现场调查前的收集资料如设计图、工厂工作场所配图、作业人员表、材料基准表、机器设备一览表、工程程序表、试验检查规定、作业指导单、生产预定表………..等有关的制造数据。
决定分析单位的数量如每100个当作分析单位,则无论那一过程皆应以100个进行分析。
收集资枓以作成分析表在工作现场进行,最好询问有关的领班,尽量不要询问作业者或离开现场在房间内询问领班。
确实而不遗漏的收集资料,存疑的地方须调查,勿以想象、猜测方式处理。
勿只靠询问,必要时,得收集过去的资料或以实测方式来补足。
及作业单位。
WHEN─何时,以改变组合顺序。
WHO─谁做,以做好作业分配。
HOW─如何做,方法究简化、合且、重排等。
WHY─为何,以排除不必要的工作。
应用预先设计好的质问表。
检讨时最好能配合「流程线图」检讨时发现任何值得注意的事项均予记录,然后依E.C.R.S原则思考改善构想(E─剔除,C─合且,R─重排,S ─简化)。
构想具体化将组件分解,使一对象脱离他对象的动作,常在「握取」之后,或在「载重移动」、「放手」之前发生。
使用─使用工具或机器设备以进行操作的目的。
以手或手指代替工具,如以手「撕」、「切」、「钻」、「搓」、「捏」、等情形,亦视为「使用」。
「装配」、「拆卸」、「使用」皆称为复合动作,常可分解为别的基本动素。
放手─将所持的对象放开,为「握取」、「持住」的相反动素。
标准工时分析步骤是什么?ie标准工时分析怎么做?一家企业的生产实力强不强,不仅要看它的产品质量如何,还要看这家企业的交货周期快不快。
如果光有质量而没有生产速度的话,这家企业的产品是很难抢占市场的。
要想提高生产速度,必须得去分析生产速度慢的原因。
那么此时则需要进行标准工时分析。
企业进行标准工时分析,是一个非常系统且繁琐的过程,并且还要采用科学的方法,否则分析所得的结果对企业没有切实意义。
那标准工时分析步骤是什么?ie标准工时分析要怎么做呢?一、标准工时分析步骤1.确定标准化作业流程在进行标准工时分析时,要想达到预期的目的,必须得确定好标准的作业流程,所谓标准化作业流程就是所有的工人都是按照统一的步骤去操作的。
之所以要这样规定,是因为只有员工们按照同样的方法去操作,才能进行量化管理,量化考核。
如果大家都是按照自己的方法各干各的,那么无法进行有效的统一管理,工时分析也就没有意义。
所以在进行分析之前,一定要把统一的标准制定好,这样才能进行有效的管理。
2.分解步骤测算工时确定了标准化作业流程之后,就要分解步骤测算工时。
在进行标准工时分析时,之所以要把操作步骤分解开来,其目的主要是为了方便测算工时。
在生产操作过程当中,有一些操作动作是必要的,有一些操作动作是辅助的,而有一些则是多余的,把这些动作分解了之后,只要可以更好的去清除那些多余的动作,而达到优化操作流程的目的。
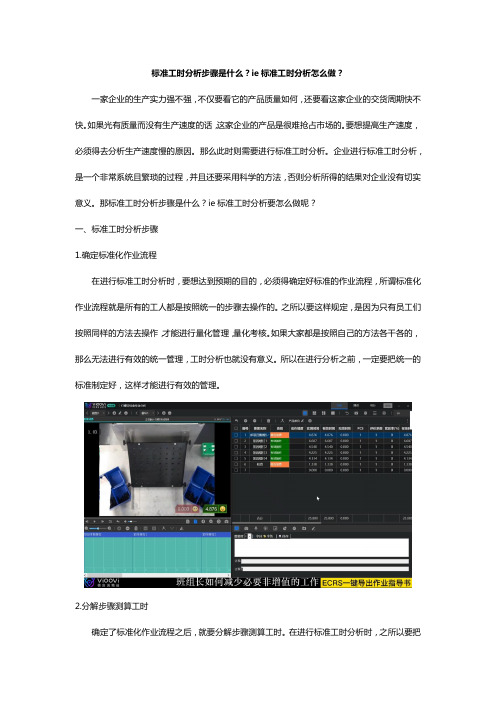
3. 利用软件精准计算在标准工时分析的测算过程中为了提高测算效率和精准度,大家要选用数字化管理软件如vioovi的ECRS分析软件去测算。
在测算过程中,只需将操作视频导入软件之中,软件就会自动计算并进行分类,哪一个步骤需要花费多少时间一目了然,而且非常的精准。
二、ie标准工时分析怎么做ie是指工业工程学。
ie标准工时分析是指通过专业的软件去进行标准工时分析。
当前被广泛应用的是vioovi的ECRS分析软件,识别作业浪费、消除无效的工序和时间,从而输出科学的有效的SOP和标准工时,生产管理者根据本企业的作业环境、产品、人力等进行二次分析,从而形成ie标准工时分析,最大限度减少企业生产所用的资源,进而降低管理和运营成本。
IE工业工程分析方法及工具1. 引言IE工业工程(Industrial Engineering)是一门研究如何在生产过程中有效利用人力、设备、材料、资金等资源的学科。
IE工业工程分析方法及工具是指在IE工业工程领域中应用的各种方法和工具,用于分析和改进生产过程,提高生产效率和质量。
本文将介绍一些常用的IE工业工程分析方法及工具。
2. 价值流图价值流图(Value Stream Mapping)是一种用于分析和改进生产流程的工具。
它通过绘制生产过程中各个环节的流程图,并标注出每个环节的价值添加和非价值添加时间,帮助识别生产过程中的瓶颈和浪费,并提出改进方案。
3. 工序分析工序分析是一种通过对生产流程中每个工序进行详细分析,找出其中的问题和改进空间的方法。
通过分析每个工序的工作内容、工时、工艺和操作方法等,可以识别出瓶颈和浪费,提出改进建议。
4. 时间研究时间研究是一种通过观察和测量工人完成特定任务所需的时间,来评估生产效率的方法。
通过时间研究,可以识别出工艺中的瓶颈和浪费,改进工艺,提高生产效率。
5. 作业分析作业分析是一种通过观察和分析工人在特定作业中的动作和姿势,评估工作负荷和人体工效学的方法。
通过作业分析,可以识别出工作中存在的人体工效学问题和健康风险,提出改进建议。
6. 数据分析数据分析是一种通过收集和分析生产过程中的数据,了解生产过程的状态和性能的方法。
通过数据分析,可以识别出生产过程中的异常和问题,采取相应的措施进行改进。
7. 品质管理工具品质管理工具是一些用于识别和解决生产过程中的质量问题的方法和工具。
常见的品质管理工具包括:散点图、柏拉图、直方图、Pareto图、因果图等。
8. 线平衡线平衡是一种通过合理分配工序中的工作量,达到生产线上工人负荷均衡的方法。
通过线平衡,可以提高生产线的效率和生产能力。
9. 人因工程人因工程是一种通过研究人与设备、工作环境之间的适应性、相互关系等,改进生产过程的方法。
【IE工业工程】IE的分析方法及工具标准工时工作简化xxxx年xx月xx日xxxxxxxx集团企业有限公司Please enter your company's name and contentvIE 的分析方法及工具(3)__ 標準工時、工作簡化IE 的分析方法及工具( 3)八、標準時間標準時間又稱“標準工時”。
一個生產工廠,廠內生產部門有無建立標準工時,或標準工時的適用性,幾乎可衡量這個工廠的管理水準,因為管理落伍的工廠,對於工作人員的績效往往缺乏一種標準的衡量工具,而往往取法于主管的好惡,而標準工時的制訂,則可打破人為的偏差,對於績效的衡量建立在一個合理、公平的制度之下:(一)、標準時間的用途1.作業方法的比較選擇對於不同的作業方法透過方法研究、時間研究,可以選擇最好的作業方法。
2.工廠佈置之依據有了產品,制程作了分析,每個作業制定了標準時間,即可測算每個作業(部門)的負荷,依據負荷測算所需的作業空間,可達到更為流暢的工廠佈置。
3.可預估工廠負荷產量工廠空間有多大,制程上有了標準時間,即可測算工廠產能。
4.生產計畫的基礎生產管制部門的生產計畫,因有了標準時間,可以更精確的做生產計畫,如在進度控制上有了問題,也可依標準時間來做人力調整。
5.可作為人力增減之依據做何產品?計畫產量多少?工作日多少?每日計畫工作時間多少?有了上面的資訊再加上有了標準時間,即可計算所需的人力,也就可有準備的進行增補或調整。
6.可作為新添機器設備的依據機器產能(標準時間換算)可得知生產量起伏時所需要之機器數量。
7.流水線生產之平衡一條流水線,諸多工序,依各工序的標準時間來配置人力,使生產線平衡,流暢。
8.可決定人工成本對製造成本及外加工之費用可依標準時間做基礎來估算。
9.可作為效率分析的基礎在多少時間內,完成多少產品,有了標準時間,就可計算效率因有明確的計算得予提升。
10.工作人員效率獎金計算基礎有標準時間,才可得正確合理之效率,效率的好壞在薪資的獎金上應予反應,可得激勵作用。
11.減少管理依存度每日的工作績效透過計算,並反應在獎金上,易於激發工作人員自主自動的工作態度。
(二)、標準時間之意義生產方法可運用工種分析、工作研究等技法,並運用管理迴圈PDCA一直獲得改善,不斷的尋求最大效率,最低成本的做法,當然標準時間也就不斷的跟著做改變。
但是目前大部分的工廠管理上缺乏標準化、制度化,因之建立標準時間應從基礎做起,再靜止改善修訂。
1.現狀標準時間以現有的狀況、條件先建立標準時間。
2.期望標準時間所謂期望應該是1.機器設備良好狀態2.工作環境良好狀態3.“依規定”的作業方法4.保持一定熟練度的作業人員5.使用穩定品質的材料、零件標準時間可依現狀先予建立,然後每年因不斷的改善而作修訂,成為一個新的標準。
(三)、標準時間的構成標準時間主要的構成來自於:1.實質時間實質時間指在該作業的基本內容下,以規則性並週期的作業所產生的實際時間,即前面時間研究內之測定時間。
2.寬裕時間寬裕時間是持續性之作業時,需要之正常寬放,也可叫“寬放時間”,大致可分為“一般寬裕”及“特殊寬裕“。
所以說:標準時間=實質時間×(1+寬裕率)1.寬裕率一般寬裕即對任何作業應給予基本寬裕,一般的寬裕可分為:1.物的寬裕:作業寬裕2.人的寬裕:A、需要寬裕B、疲勞寬裕至於特殊寬裕系針對作業的特殊性,作業的編成或管理的方式等有特殊情形時所容許的寬裕,有包括管理寬裕、組織寬裕、小群體寬裕及機器干涉寬裕。
一般寬裕說明:1.作業寬裕主要是材料、零件、機器或工具等關係在連續作業過程中偶然可能產生之非正規的作業要素時間,例如:零件掉落地上要撿起;工作臺偶爾要清理;工具可能出現不適用的狀況。
2.需要寬裕指連續性的工作中,會因生理上的需要可能之中斷時間,如上洗手間、喝水等。
3.疲勞寬裕所謂疲勞寬裕指在作業中產生的工作疲勞,會降低工作速度,此疲勞寬裕為彌補其時間。
在管理狀況愈好的工廠,其實質時間與實際使用時間的差比愈小,也就是無效的時間愈少。
一般寬裕通常的寬裕率為實質時間的18%~24%。
九、工作簡化衡量一個管理人員的管理能力,有一個重要的指標,就是具備“化繁為簡”的能力,可不是一個企業裏初階主管如領班他的工作負荷可能就是管理15人的工作量,而一個高階主管如總經理,隨著總經理的能力大小,可以負荷幾人甚或幾萬人的企業,說不定還是遊刃有餘,難怪古時聖賢老子有句話:“具備卓越的管理才能,治理國家就像烹一碟小菜一樣,輕鬆自如”。
(一)工作簡化的認識1.簡單就是美任何一項制度,任何一項工作,在確定目的後,在執行的過程中,應儘量力求簡化,例如:•當地可買完成的為何一定跑到老遠去買。
•3個工作站可完成的為何要4個工作站。
•1個人可做,為何要2個人。
•一次可完成,為何要好幾次去做。
•一次開會應有結論,為何開幾次。
•品質一次可做好,為何要多次檢驗整修。
事實上,對任何一件事情,任何一個工作,應該保持永遠“懷疑”的態度,因為它一定還有更好的方法,更簡單的方法,有一句很通俗卻又實際的話:“想一想,一定還有更好的方法”2.簡化並不難只要你要做簡化,把任何一件工作,像工程分析一樣,把工作分割成片斷,再加以有系統組合,在每一個片斷的工作或每個組合,去“懷疑”它,為何(WHY)要這樣做,應該有更好的做法(HOW TO DO),並運用省工原理來思考。
3.簡化要全員參與上自最高層,下至基層員工,大家一起來參與“工作簡化”,也就是工作改善,不僅可降低成本,增加利潤,更可提高工作職場氣氛,QCC活動,改善提案制度及5S運動即此例子。
4.消除抗拒“變革”要簡化就要改變,大家都知道,企業生存之道就是“求新求變”不變就會落伍,既落伍就是等待“淘汰”。
(二)工作簡化之目的工作簡化的目的主要是消除浪費,也是“省工原理”。
主要的浪費有下面:1.工廠佈置不當,場所的浪費2.工程流程的設計或配置不當,造成場所及搬運的浪費。
3.材料、零件造成呆滯之浪費。
4.機器開機率低之浪費5.等待之浪費6.不知使用最好的工具之浪費。
7.不知應用最好的工作方法之浪費。
8.品質不良之浪費。
9.工作士氣低落之浪費。
10.人體動作不當之浪費。
工作簡化,就是為了“減少”或“徹底消除”浪費,使得成本更低,產品更好,當然企業獲利就愈高。
(三)、工作簡化的方法1、擇出在生產上或業務上或工作上擬改善的專案•在生產上屬於瓶頸(或問題最多)的工作。
•占大量的時間或人工的工作。
•反復性的工作。
•消耗大量材料的工作。
•看起來是不合理的工作。
•佈置不當或搬運不便的工作。
2、現狀分析及檢討使用IE的分析手法如:工程流程圖製品工程分析作業者工程分析工廠佈置與搬運動作分析3、運用5W2H法來發問1. WHY?為何如此做、有否必要?2. WHAT?目的是什麼,這個工作(動作)可否考慮?3. WHERE?有無比這裏做更合適?4. WHEN?時間的安排好不好?有無更好的安排方法?5. WHO?誰來做?幾個人做?有否更適當的?6. HOW TO DO?這樣做法有沒有更好的?7. HOW MU CH?這樣做的成本?變更後的成本又如何?4、運用IE手法剔(除)、合(並)、排(重排)、簡化來尋求新方法1. 剔除經過WHY、WHAT、HOW TO DO分析後認為沒必要的,可試著剔除。
2. 合併數人同一工作,數地同一工作或數次來回的做,可以考慮能否合併。
3. 重排經試著剔除、合併後的工作,繼續以WHEN、WHERE、WHO加以研究,工作順序可否重排。
4. 簡化經過上面剔、合、排後之工作是否最簡單、最佳的效果,是否可再簡化。
5、制訂新的工作標準再好的方法也會受到抵制或排拆,當新的方法產生後,如何有效且持久的實施就成為新的課題。
因之新的方法產生後,應制訂成新的工作標準,取得相關部門主管及權責主管的認可後,必要時應召集“說明會”以便順利能推行此一新方法。
6、效果跟催(FOLLOW UP)新的方法實施應加予跟催及控制、查看•有無照新方法作業。
•新方法實際效果與預期效果比較。
•新方法實施過程中,產生之問題迅速排除。
(五)、工作簡化之應用利用“省工原理”來消除浪費是工作簡化最主要的目的,而“浪費”在一般企業裏幾乎比比是,只是主管人員平時察覺,舉幾個例子:1. 一天裏面有好多人,分好幾個時間要外出辦事,就可考慮把人與時間加以剔除及合併,把工作簡化,沒有必要外出,可使用電話就不用出去,一個人可兼處理多樣事,或一次出去可同時處理幾件事,在事先計畫好,如此就簡化了。
2. 工廠內的人員走動及物料搬運頻繁工廠佈置及作業的流程去研究人員走動的路徑及次數,物料搬運的路徑次數及距離,運用工廠佈置把工作場所調整,流程順序調整,也許就可“剔除”不必要的走動及搬運,將多次少量的搬運使用運搬工具可以改變一次多量之搬運,搬運次數自然減少了。
假如設計自動傳送設備,當然搬運的工作就完全消除了。
3. 不良品多,檢驗人力增多產品自供料商的材料供應至廠內的加工成為製品,如果每個環節的品質均能控制得很好,理想的來說,是可實施“免檢”,但反過來說假如不能物色好的供料商,提供好品質的材料或零件,廠內為控制好的產品而一味的增加檢驗人力,如此不僅增加檢驗人力,或轉嫁于生產人員在材料上的注意,均是本末倒置的作法,也是管理上最大的浪費。
谢谢阅读!!! 随心编辑,值得下载拥有!专业│专注│精心│卓越。