焊接位置代号
- 格式:doc
- 大小:134.00 KB
- 文档页数:6

焊接方式代号
焊接方式通常使用一到四位数字的代码来表示,以下是常见的焊接方式代号及其含义:
1. 手工电弧焊(SMAW):代号为111,代表手工沿直焊,1代表该焊接方式的三个特征:手工、电弧、焊丝表面保护。
2. 氩弧焊(TIG):代号为141,代表氩弧嵌入焊,1代表氩弧焊。
3. 电阻焊(RSW):代号为21,代表焊接的两个金属件需要通过电阻热量来熔化并加热两个金属之间的接触面。
4. 电弧镀焊(SAW):代号为121,代表电弧下垂对角线焊接,1代表焊接弧。
5. 焊锡焊(Soldering):代号为311,代表焊接材料是焊锡。
6. 气焊(Oxy-fuel welding):代号为311,代表焊接材料是氧焊。
7. 气体保护焊(GMAW):代号为135,代表使用惰性气体进行保护的金属活动焊接。
8. 焊接热重焊(RPE):代号为5122,代表使用的加热源是室内电流、气焊火焰或弧焊火焰。
这些是常见的焊接方式代号示例,根据不同的规范和标准,代号可能会有所不同。
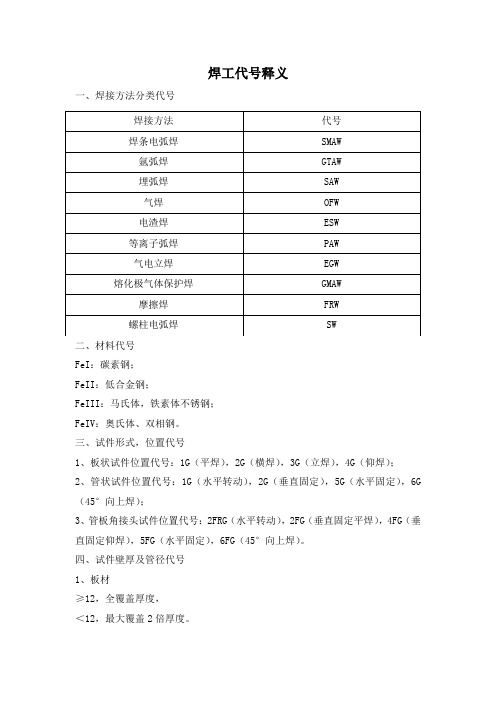
焊工代号释义一、焊接方法分类代号二、材料代号FeI:碳素钢;FeII:低合金钢;FeIII:马氏体,铁素体不锈钢;FeIV:奥氏体、双相钢。
三、试件形式,位置代号1、板状试件位置代号:1G(平焊),2G(横焊),3G(立焊),4G(仰焊);2、管状试件位置代号:1G(水平转动),2G(垂直固定),5G(水平固定),6G (45°向上焊);3、管板角接头试件位置代号:2FRG(水平转动),2FG(垂直固定平焊),4FG(垂直固定仰焊),5FG(水平固定),6FG(45°向上焊)。
四、试件壁厚及管径代号1、板材≥12,全覆盖厚度,<12,最大覆盖2倍厚度。
2、管材五、填充金属代号1、Fef1:钛钙型包括E4303、E5003、E5503-B1等。
2、Fef2:纤维素型包括E4310、E5011等。
3、Fef3;钛型、钛钙型包括G202、G302等。
4、Fef3J;低氢型包括E4315、E5015、E5016、E5515-B2、G307等。
5、Fef4:钛钙型包括E308L-16、E308-16、E309-16等。
6、Fef4J:低氢型包括E308-15、E347-15、E309-15等。
六、焊接工艺因素代号1、手工焊⑴无填充金属焊丝:01⑵填充实芯焊丝:02⑶填充药芯焊丝:03⑷有背面保护气体:10⑸无背面保护气体:11⑹气保焊电流类别与极性(直流正接):12⑺气保焊电流类别与极性(直流反接):13⑻气保焊电流类别与极性(交流):14⑼熔化极气体保护焊(喷射弧):15⑽熔化极气体保护焊(短路弧):162、机动焊⑴钨极气体保护焊有自动稳压系统:04⑵钨极气体保护焊无自动稳压系统:05⑶有自动跟踪系统:06⑷无自动跟踪系统: 07⑸侧坡口内焊道单:08⑹每侧坡口内焊道多:09⑺各种焊接方法目控:19⑻各种焊接方法遥控:20。



焊工证代码标准焊工证代码标准是对焊工所持有的证书进行分类和编码,以便于统一管理和认证。
在我国,焊工证代码标准主要依据《焊工证编码规则》进行制定和实施。
以下是对焊工证代码标准的详细介绍。
一、焊工证代码结构焊工证代码分为两部分:项目代号和焊工证编号。
1. 项目代号:表示焊接项目类型,如GTAW(氩弧焊)、SMAW(手工电弧焊)、MMA(熔化极气体保护焊)等。
项目代号由四个部分组成,分别是:焊接方法、材料、焊接方式、焊接位置。
2. 焊工证编号:表示焊工证的唯一性,由地区代码、发证机构代码、证书编号组成。
二、项目代号解释1. 焊接方法:表示焊接过程中所使用的焊接技术,如GTAW(氩弧焊)、SMAW(手工电弧焊)、MMA(熔化极气体保护焊)等。
2. 材料:表示焊接对象的材料,如碳钢、不锈钢、铝等。
3. 焊接方式:表示焊接过程中焊工所操作的设备类型,如6G(管对焊,45夹角固定向上焊)、3/(3--管厚3mm,--管径)等。
4. 焊接位置:表示焊接试件的位置,如横焊、立焊、平焊等。
三、焊工证编号解释1. 地区代码:表示焊工所在地区的编码,如闽(福建)、粤(广东)等。
2. 发证机构代码:表示发放焊工证的发证机构编码,如A1、A2等。
3. 证书编号:表示焊工证的唯一编号,由数字和字母组成,如0001、0002等。
四、焊工证代码示例1. 项目代号:GTAW-FeIV-6G-3/-FefS-02/10/12解释:GTAW(氩弧焊)、FeIV(铁氧体4号材料)、6G(管对焊,45夹角固定向上焊)、3/(3--管厚3mm,--管径)。
2. 焊工证编号:闽A1-0001解释:福建地区发放的焊工证,发证机构代码为A1,证书编号为0001。
焊工证代码标准是对焊工证书的统一管理和认证,有助于保证焊工技能和安全生产。
通过对项目代号和焊工证编号的解释,可以了解焊工所具备的焊接能力和技术水平。
这有助于企业和个人在招聘、求职过程中,更加明确双方的需求和职责,提高焊接行业的整体水平。
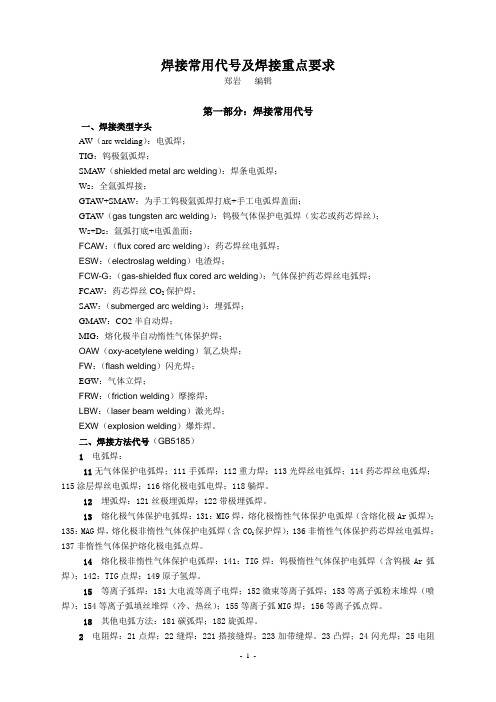
焊接常用代号及焊接重点要求郑岩编辑第一部分:焊接常用代号一、焊接类型字头AW(arc welding):电弧焊;TIG:钨极氩弧焊;SMAW(shielded metal arc welding):焊条电弧焊;Ws:全氩弧焊接;GTAW+SMAW:为手工钨极氩弧焊打底+手工电弧焊盖面;GTAW(gas tungsten arc welding):钨极气体保护电弧焊(实芯或药芯焊丝);Ws+Ds:氩弧打底+电弧盖面;FCAW:(flux cored arc welding):药芯焊丝电弧焊;ESW:(electroslag welding)电渣焊;FCW-G:(gas-shielded flux cored arc welding):气体保护药芯焊丝电弧焊;FCAW:药芯焊丝CO2保护焊;SAW:(submerged arc welding):埋弧焊;GMAW:CO2半自动焊;MIG:熔化极半自动惰性气体保护焊;OAW(oxy-acetylene welding)氧乙炔焊;FW:(flash welding)闪光焊;EGW:气体立焊;FRW:(friction welding)摩擦焊;LBW:(laser beam welding)激光焊;EXW(explosion welding)爆炸焊。
二、焊接方法代号(GB5185)1 电弧焊:11无气体保护电弧焊;111手弧焊;112重力焊;113光焊丝电弧焊;114药芯焊丝电弧焊;115涂层焊丝电弧焊;116熔化极电弧电焊;118躺焊。
12 埋弧焊:121丝极埋弧焊;122带极埋弧焊。
13 熔化极气体保护电弧焊:131:MIG焊,熔化极惰性气体保护电弧焊(含熔化极Ar弧焊);135:MAG焊,熔化极非惰性气体保护电弧焊(含CO2保护焊);136非惰性气体保护药芯焊丝电弧焊;137非惰性气体保护熔化极电弧点焊。
14 熔化极非惰性气体保护电弧焊:141:TIG焊:钨极惰性气体保护电弧焊(含钨极Ar弧焊);142:TIG点焊;149原子氢焊。

焊接位置代号
焊接位置代号是指标识焊缝在要焊接的构件上的位置和方向的符号代码。
根据不同的标准和规范,焊接位置代号的编制方法和符号形式可能会有所不同。
一般情况下,焊接位置代号由字母和数字组成,其中字母表示焊接位置,数字表示焊接方向。
常见的字母有F(面对面)、H(水平)、V(垂直)和O(环形)等,数字则用于表示方向,如1表示从右到左,2表示从左到右,3表示从下到上,4表示从上到下等。
通过正确的使用和理解焊接位置代号,可以帮助焊工准确地进行焊接操作,从而保证焊缝的质量和可靠性。

焊接位置与焊缝符号学习目的:了解焊缝符号、焊接方法代号的表示方法,能够正确看懂焊接结构图样。
第一节焊接位置一、焊接位置的分类焊接位置,指熔焊时焊件接缝所处的空间位置分类:(1)平焊:焊角倾角0°,焊缝转角90°;(2)横焊:焊角倾角0°、180°,焊缝转角0°、180°的对角位置;(3)立焊:焊缝倾角90°(立向上),270°(立向下);(4)仰焊:对接焊缝倾角0°、180°,转角270°;二、板与板的焊接(1)平焊;(2)立焊;(3)横焊;(4)仰焊;三、管与管的焊接(1)对接边转动边焊接;(2)垂直固定焊;四、 管与板的焊接(1) 插入式管板角焊缝;(2) 骑马座式管板角焊缝;第二节 焊缝符号是用在焊接结构的图样上,标注焊缝形式、焊缝尺寸、焊接方法的工程语言,又是进行焊接施工的主要依据。
一、焊缝基本符号一般由基本符号与指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
二、焊缝辅助符号:辅助符号是表示焊缝表面形状特征的符号,有三种:1)焊缝表面平齐;2)焊接表面凹陷;基准线(实线) 箭头 基准线(虚实)尾部3)焊接表面凸陷;三、补充符号:是为了补充说明焊缝的某些特征而采用的符号。
四、焊缝尺寸符号:是表示坡口和焊缝各特征尺寸的符号。
焊缝尺寸符号及数据的标注原则:1)焊缝横截面上的尺寸标在基本焊缝的左侧;2)焊缝长度方向尺寸标在基本符号的右侧;3)坡口角度、根部间隙等尺寸标在基本符号的上侧或下侧;五、特殊焊缝符号:在图样上对有特殊要求的焊缝标注时使用的符号。
六、焊接方法代号:用阿拉伯数字表示金属焊接等各种焊接方法。
七、焊接装配视图:是供焊接施工使用的图样,除了完整的结构投影图、剖视和断面图外,还有焊接结构的主要尺寸、标题栏、技术条件及焊缝符号标注等。
八、标注的原则:1)焊缝横截面尺寸标注一基本符号的左侧;2)焊缝长度方向的尺寸标注在基本符号的右侧;3)坡口角度、坡口面角度、根部间隙等尺寸标注在基本符号的上侧或下侧;4)相同焊缝数量符号在尾数;5)当需要标注的尺寸数据较多,可在数据前面增加相应的尺寸符号;焊缝在接头箭头侧焊缝在接头非箭头侧对称焊缝又面焊缝复习思考题1.板+板焊接位置有哪几种?2.管+管焊接位置有哪几种?3.管+板焊接有哪几种类型?4.管+板焊接位置有哪几种?5.焊缝符号有哪几部分组成?6.什么是焊缝的基本符号?7.什么是焊缝的辅助符号?8.什么是焊缝的补充符号?9.什么是焊缝尺寸符号?10.简述焊缝尺寸符号数据的标注原则。


管道焊接常用代号与焊接相关知识目录第一部分:焊接常用代号 (1)一、焊接类型字头 (1)二、焊接方法代号(GB5185) (1)(一)电弧焊(1) (1)(二)电阻焊(2) (1)(三)气焊(3) (2)(四)压焊(4) (2)(五)其它焊接方法(7) (2)三、焊接位置焊接种别代号 (2)(一)焊接位置与代号图例 (2)(二)焊接方法 (2)(三)式样类型 (3)(四)评定的焊接位置 (3)(五)焊件焊接位置及焊接种别 (3)四、金属材料代号(地方劳动部门延用) (3)五、焊条类别代号 (4)(一)碳钢、低合金钢、马氏体钢、铁素体钢焊条 (4)(二)奥氏体钢、奥氏体与铁素体双相钢焊条 (4)六、焊丝代号 (4)七、焊接工艺因素代号(焊接工艺评定延用) (4)(一)手工焊接工艺因素代号 (4)(二)机动焊接工艺因素代号 (4)(三)自动焊 (4)八、评定合格焊工实焊项目代号释解 (4)(一)现在执行代号 (4)(二)新标准代号 (5)第二部分焊接重点要求 (5)一、焊接工艺评定要点 (5)(一)焊接工艺评定概述 (5)(二)焊接方式方法的评定 (5)(三)其他方面的评定 (6)(四)评定项目 (7)(五)检验方法与评定标准 (7)二、焊接重点核查内容 (8)(一)主蒸汽工厂化加工管道的资料 (8)(二)主蒸汽高压管道安装相关资料 (8)(三)重要管道试验及金属监督 (9)三、异种钢焊接要求 (9)(一)电站设备管道钢材和焊接分类 (9)(二)异种钢焊接接头方式 (9)(三)异种钢焊接分类 (9)(四)焊接材料的选用 (10)(五)焊接热处理 (10)四、特殊材质焊接要求 (10)(一)特殊耐热钢及焊接T/P91与T/P92 (10)(二)铝材焊接 (11)(三)复合钛钢管焊接 (11)五、焊接环境温度要求 (12)六、焊条焊丝选用界限 (12)(一)焊条型号及选用 (12)(二)焊丝的选用 (12)七、焊接机具及检测仪器选型 (12)(一)电焊机选型 (12)(二)无损探伤仪选型 (13)(三)焊接常用仪器设备 (13)焊接常用代号及焊接重点要求第一部分:焊接常用代号一、焊接类型字头AW(arc welding):电弧焊;TIG:钨极氩弧焊;SMAW(shielded metal arc welding):焊条电弧焊;Ws:全氩弧焊接;GTAW+SMAW:为手工钨极氩弧焊打底+手工电弧焊盖面;GTAW(gas tungsten arc welding):钨极气体保护电弧焊(实芯或药芯焊丝);Ws+Ds:氩弧打底+电弧盖面;FCAW:(flux cored arc welding):药芯焊丝电弧焊;ESW:(electroslag welding)电渣焊;FCW-G:(gas-shielded flux cored arc welding):气体保护药芯焊丝电弧焊;FCAW:药芯焊丝CO2保护焊;SAW:(submerged arc welding):埋弧焊;GMAW:CO2半自动焊;MIG:熔化极半自动惰性气体保护焊;OAW(oxy-acetylene welding)氧乙炔焊;FW:(flash welding)闪光焊;EGW:气体立焊;FRW:(friction welding)摩擦焊;LBW:(laser beam welding)激光焊;EXW(explosion welding)爆炸焊。

焊接符号大全(O)1 焊接位置代号"HF"是指管轴水平固定焊。
(X)2 B类厚板有垫板横焊时,有斜口开槽之试板应置于上方位置。
(X)3 焊接符号""系表示对接焊,而非角焊。
(X)4(O)5 焊接符号中""是表示现场全周焊。
(X)6 焊接符号中""是表示方槽焊。
(X)7 焊接符号中""是表示渗透焊。
(O)8 焊接符号中""是表示脚长相等交错双边断续角焊。
(O)9 焊接符号中""是表示单边连续角焊。
(O)10 焊接位置代号"H"是代表横焊之意。
(X)11 焊接符号中"V"是表示开单J型槽。
(X)12 焊接符号中""系表示需全周焊。
(O)13 焊接符号之尾叉"",如在图示中无该项批注或说明时,则尾叉可视情况予以省略。
(X)14 焊接技术员最主要是技术的熟练,对于焊接符号的了解并不重要。
(X)15 焊接符号"○"表示现场全周焊接。
(O)16 焊接符号""是表示塞孔焊接。
(O)17 焊接符号""是表示连续角焊,两侧脚长分别为6公厘及9公厘。
(O)18 焊接符号" "是表示单边断续角焊,焊接长为50公厘,焊接间距为150公厘。
(O)19 焊接符号""是表示方形槽,根部间隙2公厘。
(O)20 焊接符号""是表示V形槽焊接。
(X)21 焊接符号""是表示单侧断续角焊,脚长分别为6公厘及9公厘。
(X)22 焊接符号""是表示V形槽焊接。
(O)23 焊接符号""是表示全周焊接之意。
(X)24 ""属于搭接接头。
焊接常用代号及焊接重点要求郑岩编辑第一部分:焊接常用代号一、焊接类型字头AW(arc welding):电弧焊;TIG:钨极氩弧焊;SMAW(shielded metal arc welding):焊条电弧焊;Ws:全氩弧焊接;GTAW+SMAW:为手工钨极氩弧焊打底+手工电弧焊盖面;GTAW(gas tungsten arc welding):钨极气体保护电弧焊(实芯或药芯焊丝);Ws+Ds:氩弧打底+电弧盖面;FCAW:(flux cored arc welding):药芯焊丝电弧焊;ESW:(electroslag welding)电渣焊;FCW-G:(gas-shielded flux cored arc welding):气体保护药芯焊丝电弧焊;FCAW:药芯焊丝CO2保护焊;SAW:(submerged arc welding):埋弧焊;GMAW:CO2半自动焊;MIG:熔化极半自动惰性气体保护焊;OAW(oxy-acetylene welding)氧乙炔焊;FW:(flash welding)闪光焊;EGW:气体立焊;FRW:(friction welding)摩擦焊;LBW:(laser beam welding)激光焊;EXW(explosion welding)爆炸焊。
二、焊接方法代号(GB5185)1 电弧焊:11无气体保护电弧焊;111手弧焊;112重力焊;113光焊丝电弧焊;114药芯焊丝电弧焊;115涂层焊丝电弧焊;116熔化极电弧电焊;118躺焊。
12 埋弧焊:121丝极埋弧焊;122带极埋弧焊。
13 熔化极气体保护电弧焊:131:MIG焊,熔化极惰性气体保护电弧焊(含熔化极Ar弧焊);135:MAG焊,熔化极非惰性气体保护电弧焊(含CO2保护焊);136非惰性气体保护药芯焊丝电弧焊;137非惰性气体保护熔化极电弧点焊。
14 熔化极非惰性气体保护电弧焊:141:TIG焊:钨极惰性气体保护电弧焊(含钨极Ar弧焊);142:TIG点焊;149原子氢焊。

焊接位置代号:SAW:埋弧自动焊;H10Mn2/φ4.0SMAW:手工电弧焊;J506/φ4.0GTAW:氩弧焊;GMAW:二氧化碳气体保护焊;ER50-6/φ12FCAW:二氧化碳气保焊药芯焊丝如:SMAW-II-1G-12-F3J SMAW-I-5G(K)5/60-F3JFCAW-FeIV-1G(K)-12-Fefs-11/15焊接方法代号—材料类别—试件型式—试件厚度—管外径—焊条类型1、FCAW---焊接方法:焊药芯焊丝电弧焊2、FeIV---母材金属材料类型:奥氏体钢、奥氏体与铁素体双相钢3、1G(K)-----焊接位置:板-板平焊(带存垫)或者双面焊4、12-----材料规格:板厚125、Fefs-----填充材料:药芯焊丝6、11/15---焊接工艺因素:无背面保护气/喷射弧、熔滴弧、脉冲弧7、F3J——低氢型或碱型焊接线能量是将焊接电流(I),电弧电压(v)和焊接速度(U)有机地连系在一起,焊接线能量(q)的计算公式为Q= I×v / U (KJ/cm)焊件位置板状对接焊缝试件平焊1G 平平平横焊2G 平、横平、横平、横立焊3G 平、立平平、横、立仰焊4G 平、仰平平、横、仰管状对接焊缝试件水平转动1G 平平平垂直固定2G 平、横平、横平、横水平固定向上焊5G 平、立、仰平、立、仰平、立、仰向下焊5GX 平、立向下、仰平、立向下、仰平、立向下、仰45°固定向上焊6G 平、横、立、仰向下焊6GX 平、立向下、横、仰平、立向下、横、仰平、立向下、横、仰管板角接头试件水平转动2FRG 平、横垂直固定平焊2FG 平、横2FRG、2FG垂直固定仰焊4FG 平、横、仰4FG、2FG水平固定5FG 平、横、立、仰5FG、2FRG、2FG45°固定6FG 平、横、立、仰所有位置螺柱焊平焊1S 横焊2S 仰焊4SRT(Radiographic testing射线检测)、UT(Ultrasonic testing 超声波检测)、MT(Magnetic particle testing 磁粉检测)、PT(Penetrant flaw testing渗透检测)四种常规无损检测方法。

管道焊接常⽤代号与焊接相关知识管道焊接常⽤代号与焊接相关知识⽬录第⼀部分:焊接常⽤代号 (1)⼀、焊接类型字头 (1)⼆、焊接⽅法代号(GB5185) (1)(⼀)电弧焊(1) (1)(⼆)电阻焊(2) (1)(三)⽓焊(3) (2)(四)压焊(4) (2)(五)其它焊接⽅法(7) (2)三、焊接位置焊接种别代号 (2)(⼀)焊接位置与代号图例 (2)(⼆)焊接⽅法 (2)(三)式样类型 (3)(四)评定的焊接位置 (3)(五)焊件焊接位置及焊接种别 (3)四、⾦属材料代号(地⽅劳动部门延⽤) (3)五、焊条类别代号 (4)(⼀)碳钢、低合⾦钢、马⽒体钢、铁素体钢焊条 (4)(⼆)奥⽒体钢、奥⽒体与铁素体双相钢焊条 (4)六、焊丝代号 (4)七、焊接⼯艺因素代号(焊接⼯艺评定延⽤) (4)(⼀)⼿⼯焊接⼯艺因素代号 (4)(⼆)机动焊接⼯艺因素代号 (4)(三)⾃动焊 (4)⼋、评定合格焊⼯实焊项⽬代号释解 (4)(⼀)现在执⾏代号 (4)(⼆)新标准代号 (5)第⼆部分焊接重点要求 (5)⼀、焊接⼯艺评定要点 (5)(⼀)焊接⼯艺评定概述 (5)(⼆)焊接⽅式⽅法的评定 (5)(三)其他⽅⾯的评定 (6)(四)评定项⽬ (7)(五)检验⽅法与评定标准 (7)⼆、焊接重点核查内容 (8)(⼀)主蒸汽⼯⼚化加⼯管道的资料 (8)(⼆)主蒸汽⾼压管道安装相关资料 (8)(三)重要管道试验及⾦属监督 (9)三、异种钢焊接要求 (9)(⼀)电站设备管道钢材和焊接分类 (9)(⼆)异种钢焊接接头⽅式 (9)(三)异种钢焊接分类 (9)(四)焊接材料的选⽤ (10)(五)焊接热处理 (10)四、特殊材质焊接要求 (10)(⼀)特殊耐热钢及焊接T/P91与T/P92 (10)(⼆)铝材焊接 (11)(三)复合钛钢管焊接 (11)五、焊接环境温度要求 (12)六、焊条焊丝选⽤界限 (12)(⼀)焊条型号及选⽤ (12)(⼆)焊丝的选⽤ (12)七、焊接机具及检测仪器选型 (12)(⼀)电焊机选型 (12)(⼆)⽆损探伤仪选型 (13)(三)焊接常⽤仪器设备 (13)焊接常⽤代号及焊接重点要求第⼀部分:焊接常⽤代号⼀、焊接类型字头AW(arc welding):电弧焊;TIG:钨极氩弧焊;SMAW(shielded metal arc welding):焊条电弧焊;Ws:全氩弧焊接;GTAW+SMAW:为⼿⼯钨极氩弧焊打底+⼿⼯电弧焊盖⾯;GTAW(gas tungsten arc welding):钨极⽓体保护电弧焊(实芯或药芯焊丝);Ws+Ds:氩弧打底+电弧盖⾯;FCAW:(flux cored arc welding):药芯焊丝电弧焊;ESW:(electroslag welding)电渣焊;FCW-G:(gas-shielded flux cored arc welding):⽓体保护药芯焊丝电弧焊;FCAW:药芯焊丝CO2保护焊;SAW:(submerged arc welding):埋弧焊;GMAW:CO2半⾃动焊;MIG:熔化极半⾃动惰性⽓体保护焊;OAW(oxy-acetylene welding)氧⼄炔焊;FW:(flash welding)闪光焊;EGW:⽓体⽴焊;FRW:(friction welding)摩擦焊;LBW:(laser beam welding)激光焊;EXW(explosion welding)爆炸焊。

焊接常用代号及焊接重点要求焊接常用代号及焊接重点要求郑岩编辑第一部分:焊接常用代号一、焊接类型字头AW(arc welding):电弧焊;TIG:钨极氩弧焊;SMAW(shielded metal arc welding):焊条电弧焊;Ws:全氩弧焊接;GTAW+SMAW:为手工钨极氩弧焊打底+手工电弧焊盖面;GTAW(gas tungsten arc welding):钨极气体保护电弧焊(实芯或药芯焊丝);Ws+Ds:氩弧打底+电弧盖面;FCAW:(flux cored arc welding):药芯焊丝电弧焊;ESW:(electroslag welding)电渣焊;FCW-G:(gas-shielded flux cored arc welding):气体保护药芯焊丝电弧焊;FCAW:药芯焊丝CO2保护焊;SAW:(submerged arc welding):埋弧焊;GMAW:CO2半自动焊;MIG:熔化极半自动惰性气体保护焊;OAW(oxy-acetylene welding)氧乙炔焊;FW:(flash welding)闪光焊;EGW:气体立焊;FRW:(friction welding)摩擦焊;LBW:(laser beam welding)激光焊;EXW(explosion welding)爆炸焊。
二、焊接方法代号(GB5185)1 电弧焊:11无气体保护电弧焊;111手弧焊;112重力焊;113光焊丝电弧焊;114药芯焊丝电弧焊;115涂层焊丝电弧焊;116熔化极电弧电焊;118躺焊。
12 埋弧焊:121丝极埋弧焊;122带极埋弧焊。
13 熔化极气体保护电弧焊:131:MIG焊,熔化极惰性气体保护电弧焊(含熔化极Ar弧焊);135:MAG焊,熔化极非惰性气体保护电弧焊(含CO2保护焊);136非惰性气体保护药芯焊丝电弧焊;137非惰性气体保护熔化极电弧点焊。
14 熔化极非惰性气体保护电弧焊:141:TIG 焊:钨极惰性气体保护电弧焊(含钨极Ar弧焊);142:TIG点焊;149原子氢焊。