QRQC生产现场改善问题追踪表2017-11-16
- 格式:xlsx
- 大小:346.48 KB
- 文档页数:1






作成:日期:
作成:日期:
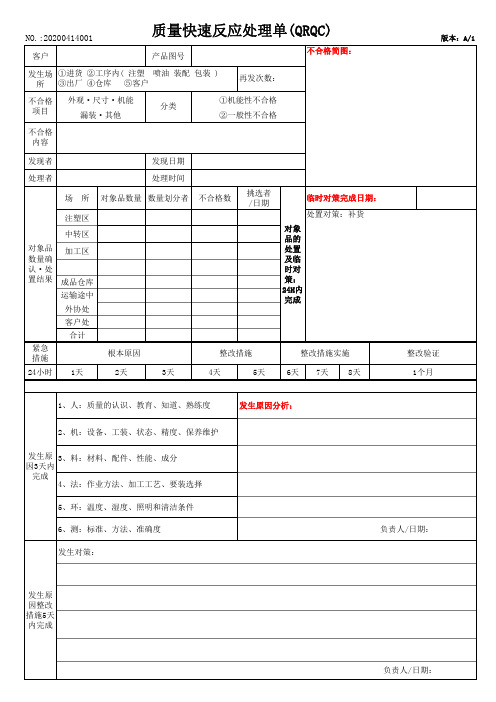
作成:日期:作成:验证日期: 1、 矫正、预防措施中有涉及有关教育、培训,但是沒有培训和考核记录的;
2、 矫正、预防措施中有“加强、加大、适当”等抽象意义文字但未数据化或不可行方案的;
3、 提出措施但是沒有执行或采取措施后沒有效果的;
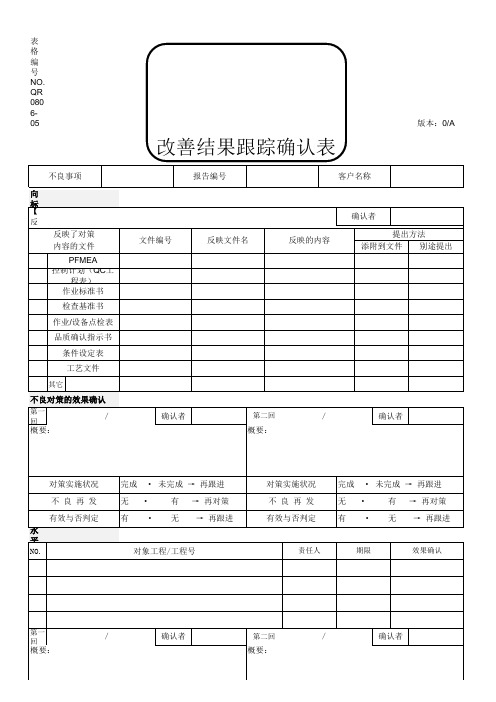
最终保存单位:品质部文控纠正预防措施报告
不符合项发生区域
最终结论:审核:备注:下列情况视为无效回复,接收单位必须予以退回:审核:
效果验证:纠正(预防)措施执行情况和记录:审核:审核:
纠正(预防)措施:原因分析:
不符合条款
不符合参考号:不符合详细说明;不符合时机不符合程度
表单编号:QR-DC -016版本:A 保存期限:永久可以结案继续跟进至年月日无效,须重新拟定措施内部审核客户审核认证机构审核目标统计未达标目标未达成轻微不符合严重不符合观察项生产部
PMC 工程部总经理/管代仓库行政部业务部。

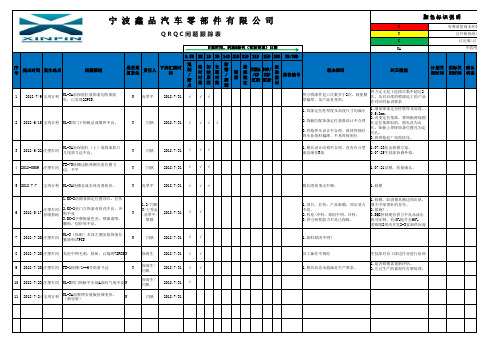
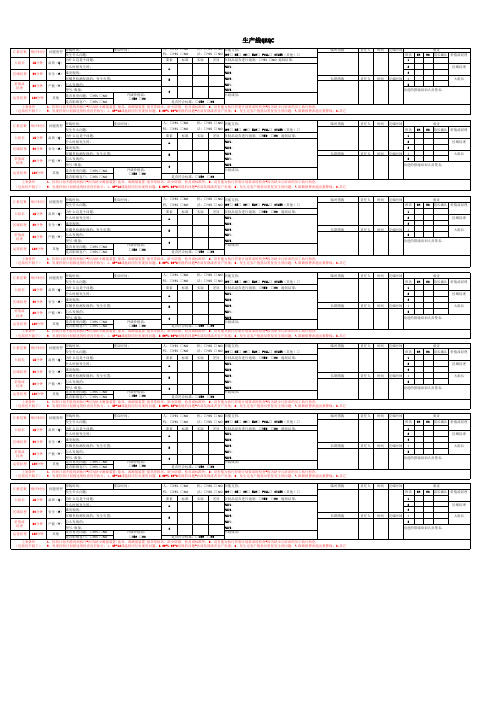
RYGNA 0.5H2H1D3D14D21D21D21D21D28D3D/35D遏制/断点临时对策初始原因长期对策防错/探测稽查措施验证FMEA/CP更新SOP/SIP更新经验教训报告编号12018/7/9宝鸡吉利NL-3A前保险杠装饰条划伤保险杠,已发现22PCS。
N冉翠平2018/7/31√√√供方喷漆件返工次数多于2次,致使膜厚偏厚,及产品有变形。
供方定义返工返修次数不超过2次,及对后续的喷漆返工的产品作对应的标识要求22018/6/15宝鸡吉利NL-3四门下饰板总成脱焊不良。
Y闫帆2018/7/31√√√√1.饰条定位柱厚度及高度尺寸均偏小。
2.饰板匹配饰条定位基准设计不合理。
3.焊枪焊头设计不合理。
致使焊接时焊头处熔料偏薄。
不易焊接到位1.增加饰条定位柱壁厚及高度。
0.5*3mm。
2.改变定位基准,将饰板两端圆孔定位基准取消,圆孔改为幺孔,饰板上焊接饰条位置孔为定位孔。
3.将焊枪返厂结构优化。
32018/6/22注塑车间NL-3A前保险杠(上)装饰条胶口几尾部飞边不良。
Y闫帆2018/7/31√√√1.模具设计结构不合理。
没有在分型面边缘作R角1.07/23给出修模方案。
2.07/25生技部协调外修。
42018-0509注塑车间FE-7S格栅边框两侧尖角位置飞边,不平Y闫帆2018/7/31√√√ 1.07/21试模,质量确认。
52018/7/7宝鸡吉利NL-3A格栅总成本体有滑块印。
Y冉翠平2018/7/31√√√模具滑块顶出不顺。
1.修模62018/5/17注塑车间/春晓基地1.KC-2防擦条固定位置顶白,拉伤。
2.KC-2前门左饰条有料花不良。
冷料不良3.KC-2字牌批量色差,喷漆虚喷,颗粒,划伤等不良。
Y1.2/闫帆3/王秀金/冉翠平/黎静2018/7/31√√1.顶白,拉伤:产品粘膜,顶出受力不均。
2.料花/冷料:原因不明。
冷料:3.供方制程能力不足已保障。
1.修模,取消模具侧边顶出块,增大中部顶针的直径。