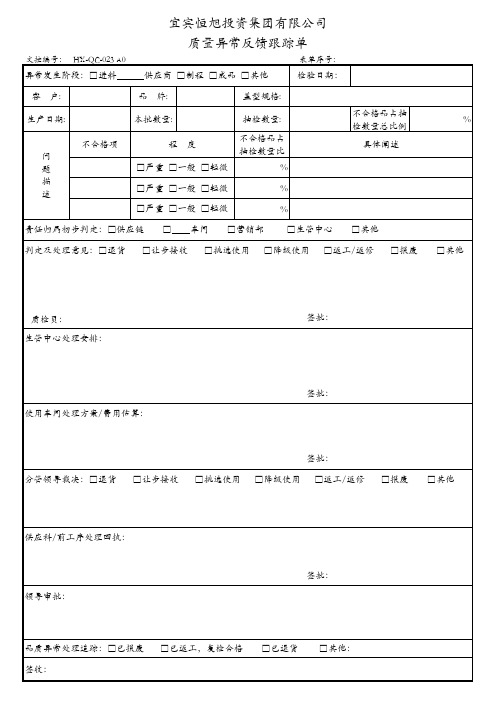
品质异常跟踪表
- 格式:xlsx
- 大小:12.17 KB
- 文档页数:2
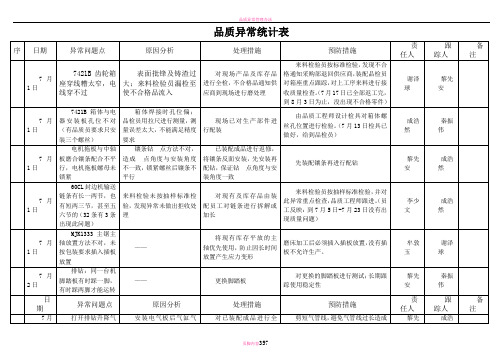

12018/3/8嘉田FDR把手FDR把手不回弹,弹簧未扣到定位孔内、固定脱出100IQC1、把手不回弹:因此批手结构为两头拼接而成,单个把手测试回弹是非常顺畅的,把手锁附在机壳上后,在锁紧第一颗螺丝时另一边的把手臂会受力摆动扭转,使拉手扣与拉手拉臂夹紧,导致拉手不回弹。
2、固定销脱出:为固定销未锁紧,把手在转动过程将固定销带动脱出。
3、弹簧未进入孔中:为弹簧安装不到位所致22018/3/16嘉田I980-G20TC6600电源模块无法插入2FQC经对电源模组相关部件尺寸测量,测量结果显示各单件尺寸均在管控范围内32018/3/17嘉田I980-G20液晶屏少雾化模块3IQC 经查此批机箱为首批生产,我司供应商铮运来料漏贴雾化模块,因首批生产检验人员不清楚产品特性要求,导致不良流出日期品质跟进状况一问题来源原因分析序號厂商机种名称问题点描叙不良图片不良数(pcs)42018/3/23嘉田P25P25硬盘背板拇指螺丝扣不进3组装产线1:查看不良测量中隔板尺寸有偏差,工字钉无导角导致背板拇指螺丝对不正难装。
见附件FAI.2:OQC使用旧硬盘背板有磨损,试装检查OK。
导致未能及时发现硬盘背板难装问题,造成不良流到客户端。
3:查看产品设计3D图中隔板花齿通孔螺母孔径要求4.3MM,电子背板拇指螺丝要求3.8MM,实际使用电子背板拇指螺丝直径3.8MM-4.2MM存在几种规格.导致花齿通孔螺母与拇指螺丝头部配合间隙小,单边只有0.1MM左52018/4/2嘉田T10组合螺丝组合螺丝头容易打滑,且钉头槽过浅.100k 组装产线 1.经查为嘉田供应商冲头做更换后未调整导致钉头过浅.2.螺丝头打滑为材质问题.62018/4/24嘉田P10-D304P10机箱硬盘背板牙孔螺丝拧不进10组装产线经调查是工程资料错误P10共用Z10模具改模的时候,此处螺纹没有变更到(Z10为M3),导致牙孔错误出现螺丝拧不进72018/4/13嘉田P10-D304电源过紧,卡扣不回弹23组装产线空装电源未发现不良.与PCBA实配,发现过紧现象.82018/5/14嘉田Z10-D304Z10-D304 上盖螺柱掉落,螺柱压伤3SQE 作业员操作不当所致,铆钉未放平稳,压铆后歪斜铆钉挤料槽没有挤到料。