电镀车间专用行车PLC控制系统设计
- 格式:doc
- 大小:17.50 KB
- 文档页数:2

PLC在电镀生产线控制系统中的应用设计引言电镀生产线是广泛应用于各种电子产品生产过程中的重要工艺环节之一。
电镀生产线通过将金属物体浸入带有金属离子的电镀液中进行电解沉积,从而实现在物体表面镀上一层金属薄膜。
为了确保电镀生产线的稳定和高效运行,PLC(可编程逻辑控制器)在控制系统中发挥了重要作用。
本文将介绍PLC在电镀生产线控制系统中的应用设计。
电镀生产线的工作流程在深入探讨PLC在电镀生产线控制系统中的应用设计之前,首先需要了解电镀生产线的工作流程。
通常情况下,电镀生产线的工作流程包括以下几个主要步骤:1.预处理:在电镀之前,需要对金属物体进行表面处理,以确保表面平整和清洁。
2.电镀:将经过预处理的金属物体浸入电镀液中,并通过电解沉积的方式,在物体表面形成金属薄膜。
3.清洗:在电镀完成后,需要对金属物体进行清洗以去除残留的电镀液和杂质。
4.干燥:清洗完毕后,将金属物体进行干燥,以确保表面不受潮湿影响。
PLC在电镀生产线中的应用设计PLC在电镀生产线控制系统中的设计主要包括输入/输出模块的选择、控制程序的编写和参数设置等方面。
输入/输出模块的选择在电镀生产线控制系统中,输入/输出模块用于将外部信号输入到PLC中,并将PLC的输出信号传输到外部设备中。
在选择输入/输出模块时,需要考虑以下几个因素:•输入/输出点数:根据生产线的规模和要控制的设备数量,选择相应点数的输入/输出模块。
•信号类型:根据实际情况选择电压信号、电流信号或数字信号等输入/输出模块。
•通信接口:选择支持与其他设备进行通信的输入/输出模块。
控制程序的编写在编写控制程序时,需要考虑以下几个关键的方面:•运行模式选择:根据电镀生产线的实际需求,选择手动模式或自动模式进行控制。
•控制算法设计:采用适当的控制算法,例如PID控制算法,以保持电镀过程中的稳定性和精确性。
•故障检测和报警:编写故障检测和报警程序,及时发现和处理系统中的异常情况。

扬州市职业大学毕业设计说明书(论文)作者: 学号:教研室: 机电教研室专业: 机电一体化题目: 基于电镀行车的PLC控制指导者:目录摘要3绪论 31 电镀生产线的现状及发展状态. 51.1 国内外电镀生产线的发展情况 51.2国内电镀行业存在的问题 61.3国内电镀生产线的发展状态 72 电镀生产线专用行车的技术要求 82.1电镀生产线的工艺要求 82.2 系统动力设备的要求 92.3系统设计要求103 系统总体设计 113.1 总体的方案说明 113.2电气控制系统的设计123.2.1主电路的设计 143.2.2交流控制电路设计 163.3系统设备元件的选用方案和参数的计算 17 3.3.1动力设备的设计和选择 193.3.2 主要参数计算及元器件选择 253.4 PLC控制电路设计 273.4.1 PLC硬件电路的设计 283.4.2 PLC系统程序的分析313.4.3 PLC整体程序的设计 364 设计工艺图 385 设计小结 46致谢 47参考文献 48摘要电镀行车的PLC控制是在工业生产领域的可编程控制器(PLC)的应用程序。
用以解决经常开车的小电镀车间电气控制系统故障弊端,采用国内外领先的PLC控制系统加以改进,在旧机的使用情况下的成功转型PLC控制系统。
它允许完全自动化的生产线的同时,灵活地进行手动操作,以及通过报警,断层线出现智能报警。
该系统技术先进,操作简单,安全,经济效益高。
该系统保证生产效率,与旧设备相比,产品合格率大大提高。
关键词:PLC,自动化的生产线,智能报警诸论随着金属加工行业的发展,电镀行业在我国起来迅速发展,目前在全国拥有5000多家工厂分,超过二十万工人,其规模,产量和产值都进入了世界上最伟大的行列权力电镀。
电镀新的研究,工程和技术的不断更新。
它带来了进步为重工业在我国发展的收费,创造了大量的财富,为社会主义祖国。
然而,在电镀车间生产过程中还存在很大的问题。
传统的小电镀车间的生产线较长,设备分散各地的联锁逻辑的复杂性。
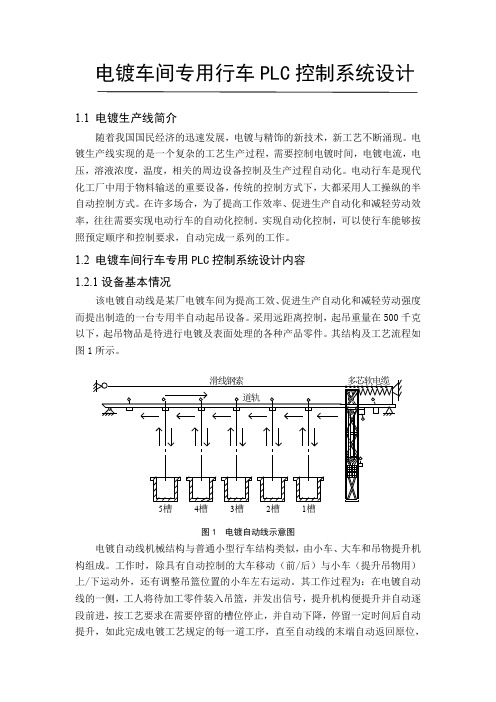
课程设计任务书学院名称课程名称工厂电气控制技术课题名称电镀车间专用行车PLC控制系统专业班级姓名学号指导教师审批一、设计任务书(一)专用设备基本情况介绍电镀专用行车采用远距离控制,起吊重量500kg以下,起重物品是有待进行电镀或表面处理的各种产品零件。
根据电镀加工工艺的要求,电镀专用行车的结构和动作流程如图1所示,其中1 槽为电镀槽,槽中装有电镀液,2槽为回收槽,3槽为清水槽,实际生产中电镀槽的数量由电镀工艺要求决定,电镀的种类越多,槽的数量越多。
图 1 电镀专用行车的结构和动作流程图。
图1电镀专用行车的结构和动作流程图电镀专用行车的工作过程如下:(1)在电镀生产一侧,工人将待加工的零件装入吊篮,发出控制信号,行车自动上升,并逐段前进,根据工艺要求在需要停留的槽位停止。
(2)行车停留在某个槽位上面后,自动下降,停留一定的时间(各槽停留的时间根据工艺要求预先设定),再自动上升并继续前行。
(3)如此完成电镀工艺规定的各道工序,直至生产的末端。
然后,自动返回原位,由工人卸下处理好的零件。
电镀专用行车一次加工过程的控制是顺序控制,由吊篮前进、下降、延时停留、上升、后退等工序组成。
(二)拖动系统设计专用行车的前后和升降运动由三相交流异步电动机拖动,根据电镀行车的起吊重量,选用两台电动机进行拖动。
主电路拖动控制系统如图2所示,其中,行车的前进和后退,吊钩的上升和下降控制分别通过两台电动机M1、M2的正、反转来控制图2 主电路拖动控制系统原理图(三)设计任务(1)根据控制选择PLC型号,分配I/O端口(2)设计 I/O电路,选择电器元件,并绘制I/O接线电气原理图(3)绘制梯形图,绘制用户程序语句表并进行模拟调试(4)绘制以下工艺图中的一种:电气元件布置图与接线图、底板加工图;控制面板布置图、接线图、面板加工图;电气箱图与总接线图(5)编写设计、使用说明书、设计小结及参考资料目录二、设计过程(一)总体方案选择说明(1)本设计方案中的控制对象电机均由交流接触器完成开、停的控制,电动机需采用正、反向控制,正、反转之间具有互锁的功能,为了避免过多的使用接触器,互锁装置由PLC 内部的软件完成。

市职业大学毕业设计说明书(论文)作者: 学号:教研室: 机电教研室专业: 机电一体化题目: 基于电镀行车的PLC控制指导者:目录摘要3绪论 31 电镀生产线的现状及发展状态. 51.1 国外电镀生产线的发展情况 51.2国电镀行业存在的问题 61.3国电镀生产线的发展状态 72 电镀生产线专用行车的技术要求 82.1电镀生产线的工艺要求 82.2 系统动力设备的要求 92.3系统设计要求103 系统总体设计 113.1 总体的方案说明 113.2电气控制系统的设计123.2.1主电路的设计 143.2.2交流控制电路设计 163.3系统设备元件的选用方案和参数的计算 17 3.3.1动力设备的设计和选择 193.3.2 主要参数计算及元器件选择 253.4 PLC控制电路设计 273.4.1 PLC硬件电路的设计 283.4.2 PLC系统程序的分析313.4.3 PLC整体程序的设计 364 设计工艺图 385 设计小结 46致 47参考文献 48摘要电镀行车的PLC控制是在工业生产领域的可编程控制器(PLC)的应用程序。
用以解决经常开车的小电镀车间电气控制系统故障弊端,采用国外领先的PLC控制系统加以改进,在旧机的使用情况下的成功转型PLC控制系统。
它允许完全自动化的生产线的同时,灵活地进行手动操作,以及通过报警,断层线出现智能报警。
该系统技术先进,操作简单,安全,经济效益高。
该系统保证生产效率,与旧设备相比,产品合格率大大提高。
关键词:PLC,自动化的生产线,智能报警诸论随着金属加工行业的发展,电镀行业在我国起来迅速发展,目前在全国拥有5000多家工厂分,超过二十万工人,其规模,产量和产值都进入了世界上最伟大的行列权力电镀。
电镀新的研究,工程和技术的不断更新。
它带来了进步为重工业在我国发展的收费,创造了大量的财富,为社会主义祖国。
然而,在电镀车间生产过程中还存在很大的问题。
传统的小电镀车间的生产线较长,设备分散各地的联锁逻辑的复杂性。
「基于PLC电镀行车自动控制系统的设计与改造」基于PLC(可编程逻辑控制器)的电镀行车自动控制系统的设计与改造是为了提高电镀生产线的效率和安全性。
在传统的电镀行车系统中,操作人员需要手动控制行车的运行,不仅效率低下,还存在安全隐患。
因此,设计与改造电镀行车系统的自动控制系统是非常必要的。
首先,设计与改造的目标是实现电镀行车自动控制系统的全自动化。
通过PLC程序对电镀行车进行控制,可以实现行车的自动启停、自动导航以及自动加载和卸载等功能。
通过自动控制系统,可以提高行车的运行效率,减少人为操作所带来的误差和时间延迟。
其次,设计与改造的关键是选择合适的PLC控制器。
在选择PLC控制器时,需要考虑其对输入输出点数的支持、运算速度以及可靠性等因素。
同时,需要根据电镀行车的实际需求,选择适当的传感器和执行器,并将其与PLC控制器进行连接。
接下来,需要设计PLC控制程序。
根据电镀行车的运行逻辑,编写PLC控制程序,实现行车的自动化运行。
控制程序需要考虑行车的起停控制、导航控制以及负荷控制等方面。
通过PLC控制程序,可以实现行车的自动转向、自动加速和减速,并且可以实现行车与其他设备的联动控制。
最后,需要进行系统的调试和测试。
在进行调试和测试时,需要注意调整PLC控制程序的参数,确保行车的运行稳定和准确。
同时,需要测试行车与其他设备的联动控制,确保整个电镀生产线的自动化运行。
总之,基于PLC的电镀行车自动控制系统的设计与改造是提高电镀生产线效率和安全性的重要手段。
通过PLC控制器和控制程序的设计与调试,可以实现电镀行车的自动化运行,提高生产效率,减少安全隐患。
目录1 绪论 (2)1.1 继电接触器的定义与分类 (2)1.1.1 继电器的定义 (2)1.1.2 继电器的分类 (3)1.1.3 接触器的定义与分类 (5)1.2 PLC的发展 (6)1.2.1 PLC内部运作方式 (7)1.2.2 PLC的硬件结构及基本配置 (5)1.2.3 PLC专用编程语言种类 (9)1.2.4 PLC未来展望 (10)1.2.5 PLC的应用实例 (11)1.3 PLC与继电器控制系统的比较 (12)1.4 本设计完成的工作 (13)2 系统说明及要求 (14)2.1 专用行车电气控制系统概述 (14)2.2 总体方案说明 (15)2.3 专用行车装置的主要控制及原理 (16)2.3.1 电机的正反转控制 (16)2.3.2 能耗制动的控制 (17)3 继电接触控制设计 (17)3.1 专用行车主控制电路设计 (17)3.2 控制电电路设计 (18)3.3 辅助路设计 (18)3.4 主要参数计算 (18)3.5 选择电器元件 (22)3.5.1 元件简介 (22)3.6 设计工艺图样 (26)4 PLC设计 (27)4.1 PLC的I/O地址分配 (27)4.2 主要参数计算 (29)4.2.1 确定I/O (29)4.2.2 确定PLC (30)4.3 选择元器件 (30)4.4 程序设计 (30)结论 (39)致谢 (40)参考文献 (41)1 绪论电动专用行车是现代化生产中用于物料输送的重要设备,传统的控制方式下,大都采用人工操纵的半自动控制方式,在许多场合,为了提高工作效率,促进生产自动化和减轻劳动强度,往往需要实现电动行车的自动化控制,实现自动化控制,可以使行车能够按照预定顺序和控制要求,自动完成一系列的工作。
专用行车生产线自动化的程度在德国、意大利、美国等国家的发展水平已经较高,而在我国尚处于发展阶段。
而本文介绍的工厂电镀车间的电镀专用行车,分别利用继电器接触控制和PLC构成一套自动控制系统,实现对电镀专用行车的自动控制过程。
基于PLC的电镀行车自动控制系统设计摘要本设计利用德国西门子PLC S7-200进行电镀行车自动化控制。
在本次设计中,从电镀行车在生产现场的运行环境和自动控制技术器件在国内的应用前景来考虑,以电镀行车具备自动生产运行为目的,制定了采用在当前及以后都应用广泛且能适应多种环境的可编程控制器PLC来控制整个工作流程的方案。
首先对系统的软硬件进行设计,给出系统的工作流程图、硬件接线图、PLC控制I/O端口分配表及整体程序流程图。
并以STEP7 Micro/WIN32为编程软件设计出电镀行车自动控制系统的梯形图,最后通过仿真实验,实现了电镀行车自动化控制,提高了电镀生产效率,降低了劳动强度。
关键词:PLC,电镀行车,自动控制,组态王Design of automatic control system of galvanization drivingbased on PLCABSTRACTHow did the article discuss has carried on the automated galvanization production line control using German PLC S7-200, in this design, we produced the scene from the automatic control technology component in the domestic application prospect and the galvanization production line the environment to consider, take caused this production line truly to have the automatic production movement as the goal, will formulate has used in current and later all applies widespread also can adapt the many kinds of environment programmable controller to control the entire work flow the plan. Has analyzed the system software and hardware design part with emphasis, and gave the system hardware wiring diagram, PLC has controlled the I/O port distribution list as well as the overall program flow diagram , and with STEP7 Micro/WIN32 as the programming software designs has realized the galvanization production automation, reduced the labor intensity. In order to adapt the modern tradition industry control system, we also used based on the system had taken on the position machine.KEY WORDS: PLC, Galvanization Driving, Automatic control, Configuration King毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。

基于PLC的电镀生产线监控系统设计引言电镀生产线是一种重要的工业生产方式,用于给金属制品表面涂上一层金属薄膜以提高其耐腐蚀性和美观度。
然而,传统的电镀生产线存在许多问题,如生产效率低下、品质控制困难等。
为了解决这些问题,本文提出了一种基于PLC的电镀生产线监控系统设计,旨在提高生产线的效率和品质,减少生产中的故障和损失。
设计原理电镀生产线监控系统的设计基于PLC(可编程逻辑控制器)技术。
PLC是一种用于控制工业过程的计算机控制系统,具有高可靠性、可编程性和灵活性等优点。
该系统主要由PLC控制器、传感器、执行器和人机界面组成。
PLC控制器是系统的核心,通过接收传感器采集的数据以及用户的指令来控制整个生产过程。
在该设计中,PLC控制器主要负责监控生产线的温度、电流和液位等参数,并根据预设的工艺要求进行调节和控制。
传感器负责采集这些参数的实时数据,并将其传输给PLC控制器。
执行器则根据PLC控制器的指令来控制阀门、泵等设备,以实现对生产过程的调节。
人机界面是用户与系统的交互界面,用于显示生产过程的实时状态、报警信息和历史数据等。
用户通过人机界面可以监控整个生产线的运行情况,并进行远程控制和调整。
人机界面通常采用触摸屏或电脑等设备,方便用户进行操作和管理。
系统功能基于PLC的电镀生产线监控系统具有以下功能:实时监测系统可以实时监测电镀生产线各个环节的温度、电流和液位等参数。
传感器将采集到的数据传输给PLC控制器,经过处理后显示在人机界面上。
用户可以随时了解生产线的运行状态,及时发现异常情况。
工艺控制系统根据预设的工艺要求,通过PLC控制器对电镀生产线进行自动调节和控制。
例如,当温度超过设定值时,PLC控制器会自动调整加热设备的功率,以保持温度在合适的范围内。
这样可以提高生产线的稳定性和品质。
报警提示系统可以根据设定的报警条件,对生产线的异常情况进行实时监测和报警。
当发生温度过高、电流异常或液位过低等情况时,系统会发出声音和闪烁提示,提醒用户及时采取措施,防止事故和损失的发生。

「基于PLC的工业电镀系统设计」工业电镀系统是一种将金属涂层附着在表面的工艺,常用于提高金属的耐腐蚀性、美观性和耐磨性。
而基于PLC(可编程逻辑控制器)的设计则是利用计算机控制系统来实现自动化和监控。
本文将探讨基于PLC的工业电镀系统的设计。
首先,基于PLC的工业电镀系统需要包括以下几个主要组成部分:供电系统、电镀槽系统、控制系统和执行机构。
供电系统是工业电镀系统的基础,其主要功能是提供稳定的电源给电镀槽系统。
电镀槽系统包括电镀槽、电源、电极和电解质等组成部分,它们共同完成金属电镀的过程。
控制系统则是整个工业电镀系统的核心,其通过PLC来实现对电镀过程的自动化和监控。
在基于PLC的设计中,控制系统主要分为硬件和软件两个方面。
硬件方面,需要选用适合工业环境的PLC,并配备相应的输入输出模块。
软件方面,需要编写PLC的程序来实现对电镀过程的控制和监控。
在编写PLC程序时,应考虑到电镀过程的各个环节,包括预处理、镀层成型、清洗和直流电源等。
首先,预处理阶段可以通过PLC控制清洗剂的浓度、温度和时间,以确保表面的清洁度。
接下来,镀层成型阶段需要根据镀液的成分和目标电镀层的要求,控制电流、时间和温度等参数。
清洗阶段则需要根据电镀层的要求,控制清洗剂的使用和清洗时间。
最后,直流电源的控制也是通过PLC实现的,可以根据需要来调整电流的大小和方向。
此外,基于PLC的工业电镀系统还可以配备触摸屏界面,用于操作和监控。
触摸屏界面可以实现对电镀过程的参数设置和运行状态的监控,而这些信息也可以通过PLC与上位机进行通信,实现对电镀过程的远程监控和控制。
基于PLC的工业电镀系统具有自动化程度高、稳定性好、操作简便等优点。
通过合理设计和选择合适的PLC和程序,可以实现更高的电镀效率和质量,同时减少人力成本和材料浪费。
综上所述,基于PLC的工业电镀系统的设计是一种高效、精确和可靠的电镀方案。
通过PLC的自动化控制和监控,可以实现对电镀过程的精确控制,提高电镀效率和质量,为工业电镀领域带来更多的便利和发展机遇。
电镀车间专用行车PLC控制系统设计1.1 电镀生产线简介随着我国国民经济的迅速发展,电镀与精饰的新技术,新工艺不断涌现。
电镀生产线实现的是一个复杂的工艺生产过程,需要控制电镀时间,电镀电流,电压,溶液浓度,温度,相关的周边设备控制及生产过程自动化。
电动行车是现代化工厂中用于物料输送的重要设备,传统的控制方式下,大都采用人工操纵的半自动控制方式。
在许多场合,为了提高工作效率、促进生产自动化和减轻劳动效率,往往需要实现电动行车的自动化控制。
实现自动化控制,可以使行车能够按照预定顺序和控制要求,自动完成一系列的工作。
1.2电镀车间行车专用PLC控制系统设计内容1.2.1设备基本情况该电镀自动线是某厂电镀车间为提高工效、促进生产自动化和减轻劳动强度而提出制造的一台专用半自动起吊设备。
采用远距离控制,起吊重量在500千克以下,起吊物品是待进行电镀及表面处理的各种产品零件。
其结构及工艺流程如图1所示。
图1 电镀自动线示意图电镀自动线机械结构与普通小型行车结构类似,由小车、大车和吊物提升机构组成。
工作时,除具有自动控制的大车移动(前/后)与小车(提升吊物用)上/下运动外,还有调整吊篮位置的小车左右运动。
其工作过程为:在电镀自动线的一侧,工人将待加工零件装入吊篮,并发出信号,提升机构便提升并自动逐段前进,按工艺要求在需要停留的槽位停止,并自动下降,停留一定时间后自动提升,如此完成电镀工艺规定的每一道工序,直至自动线的末端自动返回原位,卸下处理好的零件,重新发出信号进入下一加工循环。
对于不同零件,其镀层要求和工艺过程是不相同的,则自动线上镀槽的数量也不相同,该控制系统能对不同工艺过程(如镀锌、镀铬、镀镍镉)有程序预选和修改能力。
该自动线有5个电镀槽,各槽停留时间由用户根据工艺要求进行整定。
1.2.2 拖动系统专用行车的小车、大车和升降运动均采用三相交流异步电动机(Y802-4,0.75kW、2A、1390r/min、380V)分别拖动,并采用一级机械减速。

2 电镀生产线专用行车的技术要求2。
1电镀生产线的工艺要求本课题研究的电镀生产线属于小型生产企业的电镀生产线.电镀小型专业行车,其运动形式主要有三种:即大车拖动的行车前后运动和提升机构的重物的升降运动以及小车在镀槽方向上的左右运动。
电镀专用行车设备是采用远距离控制,起吊重量是500kg以下(含电镀装具和电镀件),生产效率高,劳动强度低的专用自动化起吊设备。
电镀专用行车的结构与工艺流程图1所示:图1 电镀专用行车示意图电镀专用行车在生产线上的工作顺序是:操作人员在操作区域将待加工的零件装入吊篮,并发出开车指令,专用行车的小车便自动提升吊篮至吊梁顶部,大车同时自动前行。
前行至电镀生产现场时大车停止运行,小车牵引吊篮以及生产工件自动逐段前行,按工艺设定的要求在各镀槽前停车,吊篮自动下降至电镀槽内,停留一定的时间(在各槽停留的时间预先按工艺要求设定)后自动提升吊篮,如此完成电镀工艺规定的每一道工序,直至生产线的终端,大车自动后行返回操作区域,小车自动右行自动返回原位,卸下吊篮内处理好的零件,重新装料待出发指令后进入下一次加工循环。
在电镀生产工艺中,不同的零件对镀层的要求不同,而且还要满足批量生产的需求。
因此,电气控制系统针对不同的工艺流程(如镀锌、镀铬、镀镍等),硬件应具有预选功能,控制程序应具有参数可修正功能.电镀专用行车与通用的小型行车结构类似,跨度较小,但要求定位准确,以便吊篮能准确进入电镀槽内,所以设计中在工序的各个动作中的转化时利用传感器的传感信号作为动作转化的开关。
工作时大车的移动(前/后)与吊篮的上/下运动、小车移动(左/右),除了应该具有自动控制功能以外,还要能够执行人工手动控制.由于电镀生产线属于中型的工业生产系统,生产的设备的造价较高,生产的时候设备的功率较大,耗电量较大,故而其安全性必须得到考虑,以保证操作人员以及生产设备的安全,降低危险系数,所以无论是自动运行时还是手动运行时,系统都必须有相应的保护措施,各个动作之间要有联锁、自锁。
基于PLC的电镀行车自动控制系统设计摘要:本文针对电镀行车自动控制系统的设计,采用了PLC控制技术和工业以太网通信技术。
在研究系统各种传感器和执行器的工作原理和信号处理方法的基础上,编写了PLC程序并进行了现场调试和测试。
结果表明,该系统能够实现自动控制,保证了电镀行车的安全、高效运行。
关键词:PLC;电镀行车;自动控制;工业以太网1. 引言电镀行车的自动控制系统是保证生产安全和提高生产效率的重要手段。
如何实现电镀行车的自动控制已成为电镀行车制造和运行管理的重要课题。
目前,PLC控制技术和工业以太网通信技术被广泛应用于电镀行车自动控制系统。
本文针对这一问题,提出了一种基于PLC的电镀行车自动控制系统设计方案。
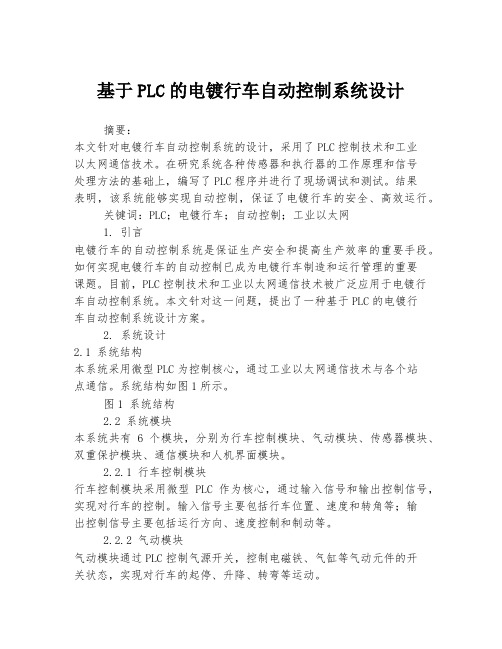
2. 系统设计2.1 系统结构本系统采用微型PLC为控制核心,通过工业以太网通信技术与各个站点通信。
系统结构如图1所示。
图1 系统结构2.2 系统模块本系统共有6个模块,分别为行车控制模块、气动模块、传感器模块、双重保护模块、通信模块和人机界面模块。
2.2.1 行车控制模块行车控制模块采用微型PLC作为核心,通过输入信号和输出控制信号,实现对行车的控制。
输入信号主要包括行车位置、速度和转角等;输出控制信号主要包括运行方向、速度控制和制动等。
2.2.2 气动模块气动模块通过PLC控制气源开关,控制电磁铁、气缸等气动元件的开关状态,实现对行车的起停、升降、转弯等运动。
2.2.3 传感器模块传感器模块包括行车位置传感器、速度传感器、转角传感器等,用于检测和反馈行车的动态参数。
传感器将检测到的实时数据通过AD转换后发送给PLC进行处理。
2.2.4 双重保护模块双重保护模块采用独立的硬件保护方式和软件保护方式,确保行车的安全运行。
硬件保护主要通过电机电流、电压、转速等参数进行监测,软件保护主要通过PLC程序实现。
2.2.5 通信模块通信模块采用工业以太网技术,实现PLC与其他控制站点之间的通信。
通信模块主要包括以太网通信模块、串口通信模块等。
题目:基于PLC的电镀专用行车的系统设计专业:电气工程及其自动化本科生:秦召阳教授:封孝辉随着现代工业和技术的发展,电镀在机械、电子、仪器仪表、轻工、地质、交通运输和国防工业等生产部门的应用日益广泛,与人们的日常生活也有十分密切的关系。
现代市场竞争日趋激烈,企业迫切需要提高生产效率和产品质量,于是如何提高电镀生产线的自动控制性能,减少成本具有重要的意义。
本文以镀锌电镀自动生产线控制系统设计为目标,对其电镀的工艺要求和控制要求进行了分析,结合企业的实际情况,开发了一套基于PLC 的电镀生产线的自动控制系统,提出了设计方案,然后对该生产线控制系统的硬件部分进行了设计。
在对电镀控制系统的设计中,针对于电镀生产线上行车运行不平稳,定位不精确等问题提出了解决的方法。
关键词:PLCAbstractWith the development of modern industry and technology, electroplating has been widelyused in machinery, electronic, instrument, light industry, geology, transportation, and nationaldefense industry and it is also very close to the common life of people.Due to the acute competition of the market, the production efficiency and product quality must be enhanced. So, it is significant to enhance the control performance of electroplating production line and reduce production cost.This paper analyzes technological and control requirements combined with practical situation on the basis of design of zinc plating automatic production line. The control system of automatic production line was also designed based on PLC. The design scheme was also proposed in detail. Then, the hardware part of production line control systemwas designed especially focused on the unstable sliding of driving and imprecision of location.Keywords: PLC第一章绪论1.1国内外电镀自动线现状及发展水平1.2电镀生产线实现自动控制的意义1.3本课题的研究内容和文章结构第二章电镀生产线控制系统的设计2.1电镀生产线的工艺分析2.2 电镀生产线专用行车的工艺的主电路设计2.3 电镀生产线专用行车的PLC选型及I/O地址分配2.4 电镀生产线专用行车的PLCD的接线图2.5 电镀生产线专用行车的PLC软件编程及原理分析第三章电镀生产线专用行车的元器件的参数计算和元件选型3.1电镀生产线专用行车的元器件的参数计算3.2 电镀生产线专用行车的元器件的元件选型第四章电镀生产线专用行车的元器件明细表第一章绪论1.1 国内外电镀自动线现状及发展水平电镀工业是我国重要的加工行业,至今已有100 多年历史,近代科学技术的发展为它增添了许多新的内容,因而电镀在机械、地质、电子、仪器仪表、轻工、交通运输和国防工业等生产部门的应用日益广泛,与人们的日常生活也密切相关。
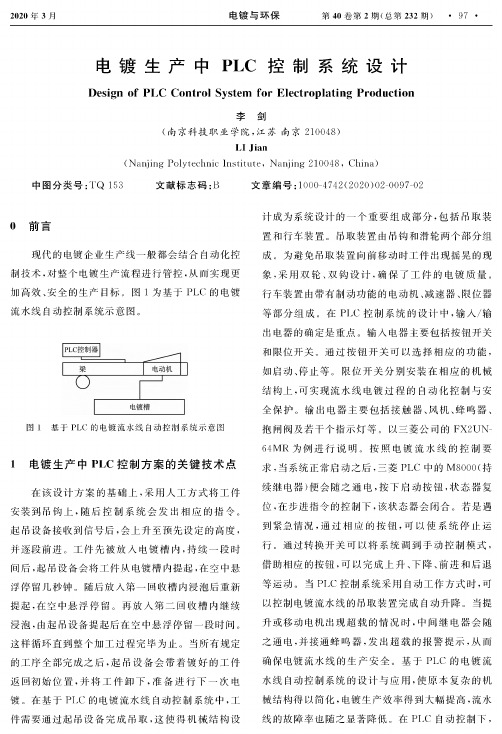
2020年3月电镀与环保第40卷卷2期(总第232期)・97・电镀生产中PLC控制系统设计Design of PLC Control System for Electroplating Production李剑(南京科技职业学院,江苏南京210048)LI Jian(Nanjing Polytechnic Institute,Nanjing210048,China)中图分类号:TQ153文献标志码:B文章编号(000-4742(2020)02-0097-020前言现代的电镀企业生产线一般都会结合自动化控制技术,对整个电镀生产流程进行管控,从而实现更加高效、安全的生产目标。
图1为基于PLC的电镀流水线自动控制系统示意图。
图1基于PLC的电镀流水线自动控制系统示意图1电镀生产中PLC控制方案的关键技术点在该设计方案的基础上,采用人工方式将工件安装到吊钩上,随后控制系统会发出相应的指令。
起吊设备接收到信号后,会上升至预先设定的高度,并逐段前进。
工件先被放入电镀槽内,持续一段时间后,起吊设备会将工件从电镀槽内提起,在空中悬浮停留几秒钟。
随后放入第一回收槽内浸泡后重新提起,在空中悬浮停留。
再放入第二回收槽内继续浸泡,由起吊设备提起后在空中悬浮停留一段时间。
这样循环直到整个加工过程完毕为止。
当所有规定的工序全部完成之后,起吊设备会带着镀好的工件返回初始位置,并将工件卸下,准备进行下一次电镀。
在基于PLC的电镀流水线自动控制系统中,工件需要通过起吊设备完成吊取,这使得机械结构设计成为系统设计的一个重要组成部分,包括吊取装置和行车装置。
吊取装置由吊钩和滑轮两个部分组成。
为避免吊取装置向前移动时工件出现摇晃的现象,采用双轮、双钩设计,确保了工件的电镀质量。
行车装置由带有制动功能的电动机、减速器、限位器等部分组成。
在PLC控制系统的设计中,输入/输出电器的确定是重点。
输入电器主要包括按钮开关和限位开关。
通过按钮开关可以选择相应的功能,如启动、停止等。
摘要本文以电镀自动生产线控制系统设计为研究对象,以其电镀专用行车为控制对象,对其电镀的工艺要求和控制要求进行了分析,采用理论研究的方法,设计了一套基于PLC的电镀车间专用行车自动控制系统。
本系统选用三菱FX2N-64MR-001型号的PLC来进行控制,通过PLC输出信号接触器的触点动作,来控制三台异步电动机的运行,从而实现对行车的水平运动和吊钩的垂直运动的控制,考虑到电镀、上升、下降等运动时行车和吊钩需要准确停位。
在程序设计时为了便于对设备进行调整和检修,设计了手动程序以实现对行车和吊钩的点动控制,对于自动控制程序的设计,其工作过程是典型的顺序控制,采用步进指令能很好的实现对其控制。
通过软件仿真可以看出所设计的控制系统很好的实现了电镀的工艺要求和控制要求,可以方便完成自动和手动之间的切换,体现出PLC控制系统具有调试方便、适应性强的优点。
关键字:电镀行车;可编程控制器;梯形图目录1 绪论 (2)1.1 电镀生产线简介 (2)1.2 电镀车间行车专用PLC控制系统设计内容 (2)1.2.1 设备基本情况 (2)1.2.2 拖动系统 (3)1.3 电镀车间行车专用PLC控制系统设计要求 (3)1.4 可编程控制器简述 (3)2 控制系统总体方案及系统硬件设计 (41)2.1 电镀车间专用行车PLC控制系统方案选择 (4)2.1.1 拖动方案 (4)2.1.2 槽位选择方案 (4)2.1.3 信号检测装置选择 (4)2.1.4 指示显示方案 (4)2.2 电镀车间专用行车PLC控制系统主电路 (4)2.3 保护方案选择 (5)2.4 抗电源干扰措施 (5)2.5 控制系统的接地设计 (5)3 控制系统软件设计 (6)3.1 控制系统动作流程框图 (6)3.2 系统控制流程图 (6)3.3 PLC选型 (7)3.4 I/O点分配 (8)4 测试调试 (11)5 参考文献 (13)1 绪论1.1 电镀生产线简介随着我国国民经济的迅速发展,电镀与精饰的新技术,新工艺不断涌现。
基于PLC控制电镀生产线课程设计三菱介绍本文档是基于PLC控制电镀生产线的课程设计报告,采用三菱PLC作为控制器。
本课程设计的目的是实现对电镀生产线的自动化控制,提高生产效率和质量。
本文档将介绍设计的整体思路、硬件配置以及控制算法。
最后,我们将通过具体实例展示课程设计的效果。
设计思路本课程设计的目标是实现对电镀生产线的自动化控制,其中包括对电镀槽温度、液位和电流进行监测和控制。
为了实现这一目标,我们选择采用三菱PLC作为控制器,通过PLC的输入输出模块与传感器和执行机构进行连接。
设计思路如下:1.采集传感器数据:使用温度传感器、液位传感器和电流传感器等对电镀槽温度、液位和电流进行实时监测。
2.PLC控制算法设计:根据监测到的传感器数据,设计控制算法,实现对电镀槽温度、液位和电流的实时控制。
3.控制信号输出:通过PLC的输出模块,将控制信号输出给执行机构,如加热装置、液位控制阀和电流调节装置,实现对电镀槽温度、液位和电流的控制。
4.人机界面设计:通过PLC的触摸屏或上位机软件,设计人机界面,实现对电镀生产线的监视、控制和调整参数等功能。
硬件配置本课程设计采用以下硬件配置:•PLC控制器:三菱FX系列PLC,例如FX3U。
•输入模块:包括温度传感器模块、液位传感器模块和电流传感器模块。
•输出模块:包括加热装置控制模块、液位控制阀控制模块和电流调节装置控制模块。
•执行机构:包括加热装置、液位控制阀和电流调节装置。
•人机界面设备:可选用PLC触摸屏或上位机软件,实现人机交互。
控制算法设计本课程设计的核心是设计控制算法,实现对电镀槽温度、液位和电流的实时控制。
算法设计包括以下几个步骤:1.数据采集:通过PLC的输入模块采集温度传感器、液位传感器和电流传感器等的数据。
2.控制参数设定:根据设定的工艺要求和产品规格,设定控制参数,如温度上下限、液位高低限和电流设定值。
3.控制策略选择:根据实际情况选择合适的控制策略,如PID控制、模糊控制或神经网络控制等。

摘要本课题主要研究的是可编程控制器(PLC)在工业生产领域的应用。
针对小型电镀车间行车电气控制系统故障频繁的弊端,采用国内外处于领先地位的PLC控制系统加以改进,是采用PLC控制系统对老机改造的一个成功案例。
它使得生产线在实现完全自动化的同时,可以灵活地进行手动操作,并能通过报警装置,对生产线出现的故障进行智能报警。
这套系统技术先进、操作简单安全、经济效益高。
该系统使得生产效率、产品合格率与老式设备相比大为提高。
关键词:可编程控制器,电镀专用行车,自动控制AbstractThe main research of this subject is the application of the programmable logic controller (PLC) in field of industrial production. Aiming at the drawbacks of frequent troubles of the small-scaly electroplating work-station vehicle electric control system, it is a successful case to improve the old machine with PLC control system in leading position both at home and abroad. It enable the production line can do the job on manual operation freely while realizing complete automation, and it can realize intelligent warning by the warning device as to troubles on the production line. This system has the advantage of advanced techniques, simple and security operating and the high economic benefits. It makes production efficiency and the ratio of the eligible product enhanced much more than the old ones. Key words: Programmable logic controller, the special vehicle for the electroplating, automatic control.目录1 绪论41.1 课题背景41.2 龙门刨床自运控制技术的发展历史及现状51.3 本科题的研究内容及研制目标61.4 本课题的研究意义62 PLC控制系统硬件设计72.1 输入/输出及逻辑元件定义72.2 PLC控制硬件连接82.3 工作台控制电路设计92.4 横梁控制电路设计132.5 刀架控制电路设计152.6 变频器回路设计- 3 -2.6.1 主回路输入输出端子及描述- 3 -2.6.2 主回路配线图及功能- 5 -3 PLC系统软件设计- 6 -3.1 逻辑梯形图设计方法- 6 -3.2 工作台无冲击换向的设计- 12 -3.3 工作台切削过载自动返回的设计- 14 -3.4 多部件联动安全性与可靠性的设计- 15 -4 参考文献- 19 -5 小结- 20 -6 致谢- 20 -7 附录- 20 -绪论随着金属加工业的发展,电镀行业在我国迅速地发展了起来,目前全国拥有五千多家厂点、二十多万职工,其规模、产量及其产值都进入世界电镀大国行列。
《电气控制技术》课程设计任务书
一.课题名称:电镀车间专用行车PLC 控制系统设计
二.设计内容:
(一)设备基本情况介绍
该电镀自动线是某厂电镀车间为提高工效、促进生产自动化和减轻劳动强度而提出制造的一台专用半自动起吊设备。
采用远距离控制,起吊重量在500千克以下,起吊物品是待进行电镀及表面处理的各种产品零件。
其结构及工艺流程如图1所示。
图1 电镀自动线示意图
电镀自动线机械结构与普通小型行车结构类似,由小车、大车和吊物提升机构组成。
工作时,除具有自动控制的大车移动(前/后)与小车(提升吊物用)上/下运动外,还有调整吊篮位置的小车左右运动。
其工作过程为:在电镀自动线的一侧,工人将待加工零件装入吊篮,并发出信号,提升机构便提升并自动逐段前进,按工艺要求在需要停留的槽位停止,并自动下降,停留一定时间后自动提升,如此完成电镀工艺规定的每一道工序,直至自动线的末端自动返回原位,卸下处理好的零件,重新发出信号进入下一加工循环。
对于不同零件,其镀层要求和工艺过程是不相同的,则自动线上镀槽的数量也不相同,该控制系统能对不同工艺过程(如镀锌、镀铬、镀镍镉)有程序预选和修改能力。
该自动线有5个电镀槽,各槽停留时间由用户根据工艺要求进行整定。
(二)系统对电气控制的要求
1.拖动系统
专用行车的小车、大车和升降运动均采用三相交流异步电动机(Y802-4,0.75kW 、2A 、1390r/min 、380V )分别拖动,并采用一级机械减速。
1槽
2槽3槽4槽5槽滑线钢索
多芯软电缆
道轨
2.设计要求
(1)控制装置具有程序预选功能(按电镀工艺确定需要停留工位),一旦程序选定,除上、下装卸零件,整个电镀工艺应能自动进行。
(2)前后运动和升降运动要求准确停位,前后、左右、升降运动之间有联锁作用。
(3)采用远距离控制,整机电源及各种动作要有相应指示。
(4)应有极限位置保护和其它必要的电气保护措施。
三.设计任务
1.根据控制要求设计程序及必要的硬件系统。
2.PLC选择及I/O及其它PLC元器件分配。
3.选择电器元件,编制元件目录表。
4.绘制梯形图。
5.用计算机绘制主电路图、PLC控制电路图、电器元件布置图。
6.编写设计说明书及设计小结。
四.设计参考资料
[1]陈立定,吴玉香,苏开才.电气控制与可编程控制器.广州:华南理工大学出版社,2001 (介绍西门子S7系列PLC)
[2]杨长能,张兴毅编.可编程序控制器(PC)基础及应用.重庆:重庆大学出版社,1992 (TP301/6)(介绍三菱F1、F2系列PLC)
[3]金广业,李景学编.可编程序控制器原理与应用.北京:电子工业出版社,1991 (TP301/5)(着重介绍PLC的内部结构及编程技巧)
[4]陆岛编.工业电脑的安装与使用.北京:印刷工业出版社,1994 (TP305/1)(介绍日本立石公司OMRON(又称欧姆龙)C系列PLC)
[5]杨振兴,陈登顺.可编程序控制器原理和应用.长沙:中南工业大学出版社,1993 (介绍三菱F1、F2、A系列PLC及与PLC与计算机的通讯)
[6]吕景泉.可编程控制器技术教程.北京:高等教育出版社,2001 (介绍西门子S7系列PLC)
[7]胡学林.可编程控制器应用技术.北京:高等教育出版社,2001 (介绍日本立石公司OMRON(又称欧姆龙)SYSMAC-C系列PLC)
[8]郁汉琪.机床电气及可编程序控制器实验、课程设计指导书.北京:高等教育出版社,2001
[9]《新编工厂电气设备手册》[10]《工厂常用高低压电气设备手册》上下册[11]《工厂常用高低压电气设备手册》增补本。