模具设计与制造课件.ppt
- 格式:ppt
- 大小:1.84 MB
- 文档页数:26


第二章模具设计与制造在大型工业生产中,人们为了提高生产力,使工业用零件生产快捷、批量生产、外形美观、简洁、品质稳定及零件有预定的功用和使用寿命,故人们为此而设计了该零件外形可开合、多次重复使用的模腔,称之为模具。
第一节常用设备及工具一、常用设备:CNC加工中心、计算机铣床、计算机3D抄数机、车床、铣床、磨床、钻床、镗床、手提打磨机、砂轮机、磨刀机、手提砂轮机、吊钻机、电葫芦、线切割机、攻牙机、电焊机、氧焊机、氩焊机、手动压力泵、空气压缩机、锯床、雕刻机、灯箱、粹火炉、无心研磨床、拋光机等等二、常用工具:钳子、虎口钳、铁钻、扳手、六角匙、起子、铁锤、研磨石、手锯、锉刀、卡尺、千分尺、高度尺、分度尺、直尺、直角尺、角度尺、厚薄规、塞规、塞尺、外圆规、内圆规、R规、硬度测试仪、光洁度测试仪.第二节合金模和塑料模的主要区别:一、模具主要区别:二、适用啤注材料的区别:第三Array节工模的基本结构及各部分的常用材料一、模具常用部件名称及定义:1、上哥\下哥:上哥为嵌入上内模的镶件,下哥为嵌入下内模的镶件.2、上/下模镶针:嵌入上/下内模的销子叫上/下模镶针,用来制作工件上的盲孔或通孔等.3、行位/斜鸡/行位油板/斜鸡油板/斜边/压条:行位即滑块,行位的工作面为工件料位,有两面为滑动面,一面贴斜鸡(又名压座、压块)滑动,中间穿有斜边(又名斜导边、斜导销),起推动行位的作用.另外在行位的工作面和斜鸡的滑动面都嵌有油板(即耐磨块).4、方铁(垫脚)/底板:方铁在底板(又名底部固定板,下模板、C板)与下模框之间用来固定间隔距离,提供顶出啤件的行程,为弹簧提供行程范围.5、弹簧杆:又名弹簧柱,穿在弹簧中心,固定在面针板上,弹簧压缩复位时在下模的孔中行走.6、直边(导柱)/托司(导套)/直司(直套):直边穿入托司或直司,沿内孔行走,使上下模作相对运动,对上下模作配位固定.7、面针板(顶针固定板)/管针(销钉、暗销)/托板(顶针托板)/底针板(推板、脱模板):面针板用来固定顶针,顶针用管针固定在面针板上,底针板在压力机作用下将顶针和面针板推动,使顶针顶出工件.底针板、面针板和顶针在弹簧和回针的作用下复位.8、垃圾钉(限位钉):为了保证不让可能掉下来的啤料垃圾影响顶针板的行程,在底板上装有垃圾钉,使托板与底板之间保持一定的距离.9、顶针(起模杆)/托针(有托顶针)/垃圾顶针:顶针、托针和垃圾顶针都是用来将工件顶出的,顶针和托针直接顶工件,不同的是托针下部要粗一些.垃圾顶针不直接顶工件,而是通过工件边上小水口流入垃圾钉孔口的啤料将工件顶出.10、司筒(顶杆套、顶管、推管)/司筒针:司筒中间有一根固定的销子,司筒顺销子运动,顶出工件.中间的销子为司筒针.11、大水口/细水口:流体流入内模的水口,开在工件边上的为大水口,开在工件中间的点浇口为细水口.12、单托唧咀(A型浇套)/双托唧咀(B型浇套):唧咀又名为水口司,浇道套,位于上模的中心,起浇道套筒的作用,与压力机的喷料咀连接,液态材料经此喷入内模.13、分流锥(用于合金模):分流锥又名为浇道分流器,水口分配器,喷入的液料由此分流出去.14、唧咀中心线:唧中心线与压力机喷料咀中心线重合.15、喉塞(管塞):用来堵塞运水道的堵头.16、水口板(浇道脱模板):用来顶出浇道啤料.17、勾针:用来将上模唧咀段的啤料拉到下模.18、定位圈(法兰):使压机喷料口,内模,唧咀成一线的定位圈.另外还有水口边、隔片、滑动锁、杯司(衬套)、O型圈(密封圈)、撑头(支柱)、球掣、锁扣、限位块、摇臂、拉板(拉杆)、推杆(剑身)、加速顶针机构、活动臂、回针(复位销)、提前回针、复位机构,提前复位机构、粗框、压板(面板、工字板、上模板)、分型面(分模线)、模具镶块、下模板(托板)、上模板、铜公、杯头螺丝(内六角螺丝)、平头螺钉、无头螺钉等.第四节模具设计注意事项:一、模图设计与绘制:模图设计就是依据客人要求制造产品的件数(即一模几头),将产品在模具上进行排位,然后将模具结构用图纸的形式表示出来的过程; 绘好模图后,还要做加工工艺资料,来指示模具各部分的加工方法、加工要求等;最后还要对模图进行审核,才能正式做模. 有关模图的审核一般应考虑以下几点:1.检查一些料位过细且难走齐胶的产品零件是否离主流道太远,一些小件、薄型件、跳级多的件应尽量排在离唧咀较近的水道边.2.检查水口是否幵在适当的地方,水口应幵在能迅速填满型腔而不昜产生缩水或夹水纹的地方。



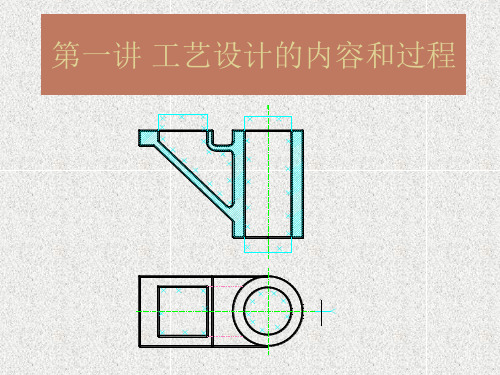
冲压模具设计与制造实例教材(PPT 42页)冲压模具设计与制造实例例:图1所示冲裁件,材料为A3,厚度为2mm,大批量生产。
试制定工件冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
零件名称:止动件生产批量:大批材料:A3材料厚度:t=2mm一、冲压工艺与模具设计1.冲压件工艺分析①材料:该冲裁件的材料A3钢是普通碳素钢,具有较好的可冲压性能。
②零件结构:该冲裁件结构简单,并在转角有四处R2圆角,比较适合冲裁。
③尺寸精度:零件图上所有未注公差的尺寸,属自由尺寸,-0.74 0-0.52-0.52-0.52-0.52=378×1550/900×1000×100%=65.1%即每张板材的材料利用率为65.1%4.冲压力与压力中心计算⑴冲压力落料力F总=1.3Ltτ=1.3×215.96×2×450=252.67(KN)其中τ按非退火A3钢板计算。
冲孔力F冲=1.3Ltτ=1.3×2π×10×2×450=74.48(KN)其中:d 为冲孔直径,2πd为两个圆周长之和。
卸料力F卸=K卸F卸=0.05×252.67=12.63(KN)推件力F推=nK推F推=6×0.055×37.24=12.30(KN)其中n=6 是因有两个孔。
总冲压力:F总= F落+ F冲+ F卸+ F推=252.67+74.48+12.63+12.30=352.07(KN)⑵压力中心如图3所示:由于工件X方向对称,故压力中心x0=32.5mm=13.0mm其中:L1=24mm y1=12mmL2=60mm y2=0mmL3=24mm y1=12mmL4=60mm y4=24mmL5=60mm y5=27.96mmL6=60mm y6=24mmL7=60mm y7=12mmL8=60mm y8=12mm计算时,忽略边缘4-R2圆角。



