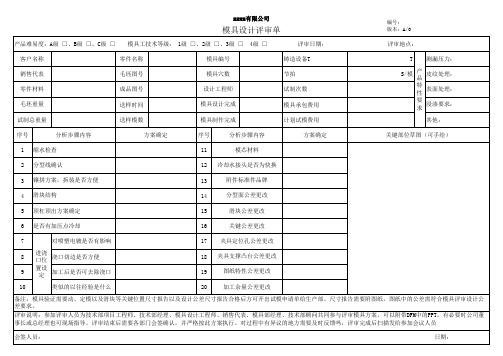
模具设计评审记录
- 格式:xls
- 大小:24.50 KB
- 文档页数:1

累计得分:评审人:5.2.1供方生产时的外观检查应采用全数检查方式进行(5.2.2外观检验的方法主要是目视、手感,检验的方法是在40W白炽灯光下一米,以目距30CM检查。
6供方自行验货6.1供方应根据需方的《产品生产合同》、《产品检验标准》、《样品承认书》、《产品规格书》及其它要求,按照供方自订的检验标准进行随机抽样,并将抽检结果传达给需方。
6.2需方只有收到供方品管部的抽检合格报告后,才会安排人员进行验货。
6.3供方也应比对供方做3C认证时的关键零部件清单进行检验,不得使用3C认证关键零部件清单以外的零件。
6.4 第三方抽查6.4.1需方将供方的产品导入市场后,各地质量监督机构有可能会抽查到供方为需方生产的产品部件,由于供方自行更改零部件或技术参数等,或抽查的产品存在不能满足国家标准,造成的处罚及测试费用,由供方承担。
6.4.2当国家技术监督部门或国家管理机构抽查到产品存在不能满足国家标准或其它原因,供方应立即做出改善,保证能顺利通过权威机构的复查。
6.4.3当国家技术监督部门或国家管理机构抽查到产品存在不能满足国家标准或更改零件等等,导致爆光或严重损害XXX品牌形象,需方将对供方罚以拾万至伍拾万元人民币(根据实际损失决定)用来维护XXX品牌形象。
6.4.4当消费者使用供方为需方生产的产品,由于产品本身的问题,导致起火,危害人生安全时,供方应负全部责任。
7.指定产品需方出厂前判定7.1封样7.1.1《产品生产合同》签定后,需方应在一周内送4PCS样板给需方设计开发部进行封样,2PCS由需方留底,2PCS由供方留底。
协议之产品首批订生产前,各型号须经需方确认合格后方可生产,否则造成的损失概由供方负责。
7.1.2封样的样品不能随意更换,除非需方进行产品切换或者进行变更。
7.1.3如需方要求进行产品变更时,或者由供方进行产品变更,经需方同意后,必须重新封样,方法同7.1.1。
7.1.4产品中关键零部件也必须封样,同时,供方应保证这些关键零件与检测报告中的关键零部件清单是一致的,方法同以上成品封样。


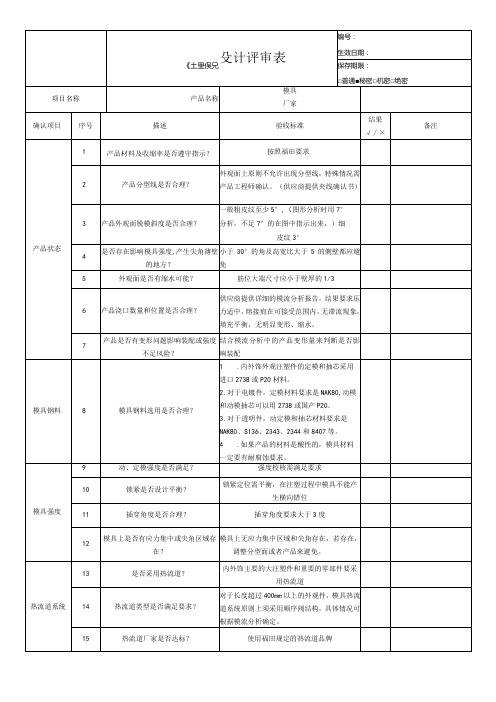

模具设计评审报告一、引言在当今制造业中,模具设计的质量和效率对于产品的生产至关重要。
本次评审旨在对新设计的模具进行全面评估,确保其满足生产需求、质量标准和成本控制要求。
二、模具设计背景咱们这次要评审的模具是为了生产一款新型的塑料制品。
这个塑料制品在市场上有着很大的需求,所以模具的设计必须要精准、高效,才能保证产品的顺利生产和市场供应。
三、评审团队这次参与评审的人员可都是咱们公司的精英啊!有经验丰富的模具设计师老张,对材料和工艺了如指掌的老李,还有对生产流程把控严格的王姐。
大家凑在一起,就是为了给这个模具设计把好关。
四、模具设计细节评审1、结构设计模具的整体结构看起来还算稳固,各个部件的连接也比较合理。
但是,在一些关键部位的加强筋设计上,似乎还有些薄弱。
比如说,模具的型腔底部,承受的压力会比较大,如果加强筋不够厚实,可能在长期使用中会出现变形的情况。
还有啊,模具的开合模结构,虽然设计得比较流畅,但在导向机构的精度上,还需要再提高一些。
不然,在开合模的过程中,可能会出现卡顿,影响生产效率。
2、材料选择选用的模具钢质量还不错,硬度和耐磨性都能满足要求。
不过,考虑到生产成本,是不是可以选用一些性价比更高的材料呢?比如说,在一些非关键部位,使用一些国产的优质钢材,既能保证性能,又能降低成本。
另外,模具的表面处理材料也需要注意。
要选择那种耐磨损、耐腐蚀的涂层,这样可以延长模具的使用寿命。
3、冷却系统冷却系统的设计还算合理,水道分布比较均匀,能够有效地降低模具在生产过程中的温度。
但是,在进出水口的位置设计上,不太方便操作。
如果能调整一下位置,会更便于后期的维护和保养。
而且,冷却水道的直径是不是可以再大一些呢?这样可以加快冷却速度,提高生产效率。
4、顶出系统顶出系统的设计还算可靠,顶针的分布和数量都比较合适。
但是,顶针的头部形状需要优化一下,不然在顶出产品的时候,可能会在产品表面留下痕迹。
还有啊,顶出的行程和力度也需要精确计算,确保能够顺利地将产品顶出,又不会对产品造成损坏。


模具评审会议记录模具评审会议记录主题:模具制造厂2011年11月盘存会议时间:2011年11月28日地点:渝北模具工厂205会议室主持单位(人):物流处(周光富)参加人员:林先柱、彭海泉、陈力普、伍永平、罗钢、方强、胡洪、金莉、沈品中、刘亚兰、余永萍、张正荣、唐源、陈永西、牟颖、黄琳、胡馨、汪晓莹、徐祥梅、陈丹(正蒙)、罗晓群(明天)、王青(港湘龙)、王华(科路思)、陈娜(铰链厂)王欣(长安工业)2011年11月28日下午14:00在工厂205会议室物流处组织召开了2011年11月月结工作会,会上物流处对11月盘存及结算时间节点进行了安排,并通过与会人员的.讨论提出了相关要求,形成会议纪要如下:一、产品盘存时间及要求:详见附件1二、盛具盘存及要求:详见附件2三、相关要求:1、交接单据和报表要按规定的时间节点递交,对在盘存中未按时间交接单据的供应商及未按时交盘存报表的单位要进行严格考核。
2、从2011年12月1日开始,ERP室对各单位的数据录入进行每周两次的抽查并严格考核。
3、供应商供货必须附有三联单,若无三联单供货,车间不允许接收,从而引起的车间停线,由供应商承担责任并向其索赔。
若车间不按规定接收,将对车间进行考核。
4、计划室、ERP室统计出各单位11月库存资金占用情况,根据库存资金占用情况制定库存资金占用指标并在12月模拟试运行,根据共 1 页模具制造厂物流相关问题专题讨论会会议纪要试运行情况编制库存资金管理考核办法在2012月1月开始执行。
5、从2012年1月开始,品质处必须对每月的呆滞品、待处理、报废品进行处理做到月清。
该项工作由品质处牵头,制订相关的管理流程和办法,相关单位再共同商议决定在2011年12月前完成。
6、ERP室进一步完善物资账务管理办法,在2011年12月召集相关单位进行讨论决定,于2012年1月开始执行将。
附件1:附件2:物流处 11月盛具盘存通知11.28盘存通知(2011年11月) 2011-11-28发送单位:模具工厂相关单位抄送:工厂领导批准:林先柱核稿:周光富拟稿:方强共 2 页【模具评审会议记录】。
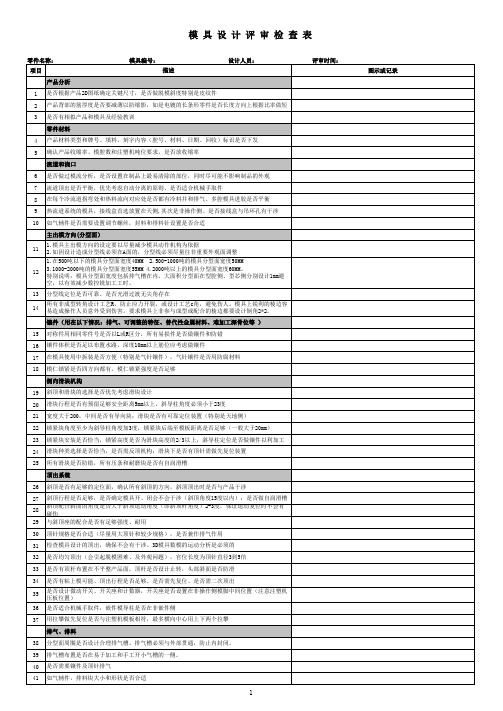



模具设计评审报告一、项目背景随着制造业的发展,模具设计在工业生产中的作用越来越重要。
模具设计是制造出各种复杂形状的产品所必需的关键环节之一、对于产品的质量和生产效率有着直接影响。
因此,模具设计评审显得尤为重要。
二、评审目的本次模具设计评审的目的是为了确保所设计的模具能够满足产品的需求,保证产品质量和生产效率。
通过评审,发现并解决设计上的问题,提高模具的设计质量和可制造性。
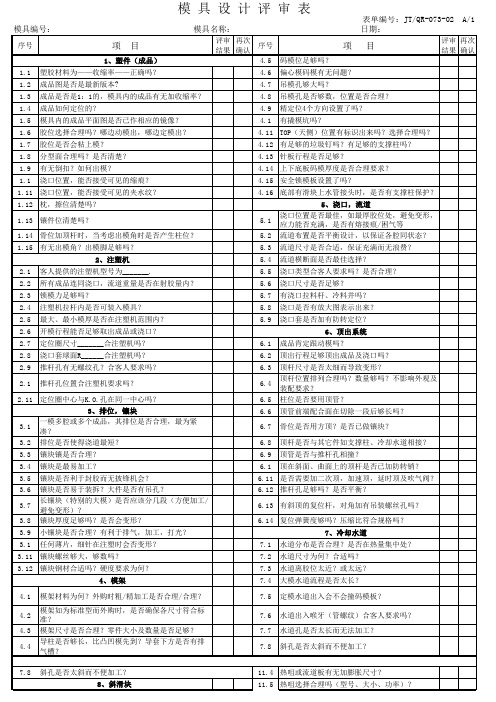
三、评审内容1.模具设计的准确性和合理性:评审模具的整体结构、尺寸与产品的要求是否一致,评估模具的设计是否精确、合理。
2.材料选择和加工工艺:评审模具所用材料的强度、硬度和韧性是否满足产品的要求,评估加工工艺的可行性和稳定性。
3.模具零部件的设计和加工工艺:评审模具零部件的设计是否满足装配和拆卸的要求,评估模具零部件的加工工艺是否合理。
4.模具的使用寿命和维修保养:评审模具的使用寿命,评估模具的维修保养方案是否完善。
四、评审方法1.专家评审:邀请相关领域的专家对模具设计进行评审,以其丰富的经验和专业知识给出评审意见。
2.设计验证:通过模型的建立和虚拟仿真,验证设计的合理性和可行性。
3.检测分析:通过对模具的材料、尺寸等方面进行检测,分析模具的可靠性和稳定性。
五、评审结论对于模具设计的评审,要综合考虑产品的要求、材料的选择、加工工艺的可行性与稳定性等因素。
根据评审结果,对设计方案进行必要的修改和调整,以提高模具的设计质量和可制造性。
六、建议针对本次评审中发现的问题和不足,提出以下建议:1.对模具的整体结构进行进一步优化,确保与产品的要求一致。
2.加强材料选择和加工工艺的分析,保证模具的强度和韧性满足产品的要求。
3.对模具零部件的设计进行优化,提高装配和拆卸的便利性。
4.设计一个合理的维修保养方案,延长模具的使用寿命。
七、总结模具设计是制造行业的关键环节之一,对产品质量和生产效率有着直接的影响。
通过模具设计评审,可以发现并解决设计上的问题,提高模具的设计质量和可制造性。

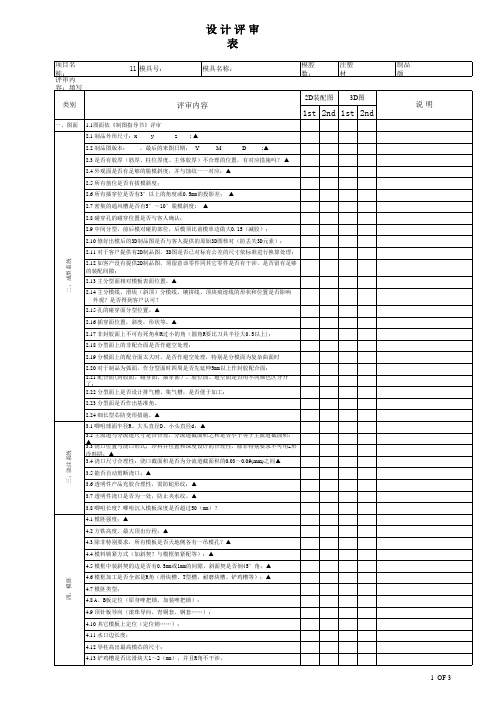
塑料原料:收缩率:产品表面要求:模腔数:客户:模具编号模具设计师:评审人员:N.A项目名称:零件名:零件号:产品版本:一般要求(注:N.A=^; No=不通过;OK=®过)1)是否仔细阅读过名辰技术要求和项目资料技术要求编号:MC-HW080125-SGM3082产品是否放过收缩率,是否已镜像,产品数据是否最新版本产品版本号:08.4.33)产品注塑/油漆缺陷是否分析.附缺陷区域图:4)模具成型可行性是否分析.5)缩印风险区是否已有客户确认.附风险区域图:6)融接线风险区是否已有客户确认.附风险区域图:7)翘曲变形风险区是否已有客户确认.附风险区域图:8)分型线是否正确,客户是否批准.附客户批准记录:9)模具基准角是否正确.(动模视图右下角)10)流道大小和形式是否正确.主流道尺寸:分流道尺寸:11)浇口尺寸和形状是否准确,是否在产品非外观侧.浇口尺寸:12)浇口是否经过模流分析.13)分流道前端是否有冷料穴.14)冷却水路是否均衡.15)顶杆排布是否平衡,合理.16)吊装机构是否正确.17)是否有楔紧块.18)排气槽是否足够(导套底部,流道末端,分型面).19)扁顶针是否有在型芯底部做锥形导向.20)双节顶针避空高度是否大于顶出距离.21)是否有冷料井,拉料针是否是Z形或锥形倒钩.22)是否有隔水片,是否合适.23)模架尺寸是否符合客户注塑机的安装孔和格林柱尺寸.注塑机型号: 24)定位圈尺寸和形状是否正确.定位圈尺寸:25)浇口套球头半径和进胶口直径是否正确.26)隔热板螺丝是否足够.27)底板尺寸是否正确.底板长X宽X模具总厚:28)定模板强度是否足够.定模板长X宽X厚:29)动模板强度是否足够.动模板长X宽X厚:30)顶针板强度是否足够,螺丝是否足够.顶针板长X宽X厚:31)模架底板和顶针板之间是否有收紧螺丝孔.32)导柱导套型号和xx是否正确.33 )顶针板导柱导套型号和xx是否正确34)支撑柱数量/直径是否足够.35)垃圾钉数量是否足够,排布是否平衡,是否与顶针螺丝干涉.36)水管接头沉孔尺寸是否正确,间距是否足够,接头闷头螺纹是否标准.37)冷却水路,螺丝,顶杆是否干涉.NO OK OK OK OK N.A NG OK岫有锁模块(2块)锁模块螺丝直径:41)是否有撬模槽42)产品顶出距离是否足够顶出距离:43)模具材质是否在图纸中注明.型腔材料:型芯材料:44)标准件型号是否在图纸中注明.45)是否有保护脚(支撑柱).46)是否有油缸,安装位置是否够.47)是否有浇口放大图.48)油(气)路是否标示49)水路是否有进出标示.滑块和斜顶1)滑块进入动模型芯中,两侧穿插面是否有斜度.2)滑块座尺寸和形状是否正确.3)滑块镶件尺寸是否正确.4)滑块压紧块尺寸和形状是否正确.5)斜导柱尺寸是否正确.6)导滑块尺寸是否正确.7)背部和底部耐磨片尺寸是否正确.8)斜导柱角度是否小压紧面2度9)滑块限位形式是否正确10)大滑块是否有中心导滑块.11)模架导柱有效xx是否比斜导柱xx.12)滑块是否有冷却水路.13)滑块与顶杆是否干涉.14)大滑块是否有起吊xx.15)斜顶是否有导向铜套,尺寸是否正确.(长斜顶需用上下两个铜套)16)斜顶滑槽靴是否标准件,尺寸是否合适.17)斜顶是否有冷却.18)滑块是否有顶针装置.19)斜顶是否有顶针装置.20)斜顶角度是否小于15度21)斜顶行程是否足够.热流道1)热流道是否名辰认可品牌.热流道品牌:2)热流道型号是否符合<模具技术要求>.热流道型号: 3)热电偶是否符合<模具技术要求>(J型).4)热流道是否经模流分析,是否合适.附分析报告:5)热流道图纸是否有检查.6)定模是否有导柱导套(便于安装热流道).7)导柱有效xx是否比热流道喷嘴xx.8)用于热流道安装的导柱导套是否和动模复位杆干涉9)油路排布是否正确.10)吊环是否和插座盒干涉.三维检查清单3)是否做产品预变形.预变形量:4)是否做过拔模角处理.最小拔模角:5)是否有倒钩处理.6)模具三维造型是否符合模具结构图.7)模具所有穿插面是否有斜度,且大于2度.8)是否检查过模具xx尖铁.9)分型面是否便于CNC加工.10)圆角是否便于CN6口工.11)非胶位处,允许倒角处,是否已倒角.12)排气槽是否足够和正确.13)主分型面外围是否避空.主分型面宽度:14)模具精定位耐磨块布置是否合理/足够.15)模具等高块布置是否合理/足够.16)直径小于3mm的顶针,配合长度是否为15mm,直径大于3mm的顶针和扁顶针,配合长度是否为30mm,直径小于3mm的顶针做双节顶针.17)扁顶针是否在型芯底部做锥形导向.18)多腔模具是否布局合理.19)圆顶杆有斜面/曲面时是否已做止转定位.20)若有滑块时,滑块进入定模部分是否有做穿插斜度或避空.21)顶针板上的顶针避空孔是否比顶针直径大单边0.25 mm.22)有楔紧块时,镶块在模板(A,B板)上是否避空.23)型芯侧是否有零件号、版本号、日期章等标志.评审意见。
