电缆中间接头制作方法图解
- 格式:docx
- 大小:53.16 KB
- 文档页数:1



10KV电缆中间接头作业指导书制作流程★中间接头制作前注意事项:1.中间接头制作之前必须先用绝缘电阻表对两边电缆进行绝缘测试,以确保制作电缆中间接头的电缆完好,绝缘正常2.制作电缆中间接头之前要效验相位,确保接头完成后相位正确。
3.中间接头两端电缆要有富裕的余量,确保中间接头制作完成后不承受两边拉力.4.每种电缆中间接头附件要求不同技术要求也不同,开工前要仔细阅读电缆附件的说明书,以及各种技术要求,严格按照附件的要求对电缆每层的余量长度,应力锥要求,热缩管长度(冷缩管)进行制作中间接头制作过程1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200〜300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将套件中外护套,内护套,绝缘层,应力管等所有热缩管分别套入两段电缆,然后处理线芯。
3,铅笔头特写(有特殊要求的可以不做铅笔头)铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)t6,烘烤应力控制管右侧为烘好的应力管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线; 注意压接质量10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
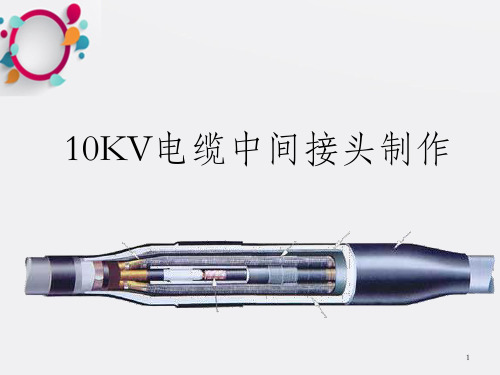
10KV电缆中间接头制作在电力传输和分配过程中,电缆是一个重要的组成部分。
对于电缆的连接和维护,中间接头是不可或缺的组成部分。
本文将介绍如何制作10KV电缆的中间接头。
材料准备•电缆:需要与10KV电缆相同类型的电缆•接头套管:接头套管长度应与悬空长度相等•装压套:套管压缩后所需•绞线:连接电缆的绞线需要与电缆相同材料和截面积•绝缘套管:用于覆盖绞线•接地线:长度应适合实际要求,电阻应符合要求制作步骤1.确定需要连接的电缆长度和连接方式,将连接准备好。
2.根据电缆直径选择相应的接头套管和装压套。
3.在接头套管内底部壁上钻一个适当大小的孔,用于接地线的穿透。
4.接通电缆端部的绞线,按照绞线的截面积和连接方式绞线。
5.绞线完成后,用绞线的截面积覆盖绝缘套管,并用绝缘胶带把绝缘套管包覆,以提高绝缘强度并加强整个接头的保护。
6.取下电缆绝缘层并根据实际需要清洗电缆。
7.将接地线穿过接头套管内底部的孔,与电缆接合,用绞线和绝缘套管把其覆盖。
8.将装压套嵌入接头套管中,将绞线连接部分移到套管内,并用装压套组装。
9.接地线焊接到接头套管壁上。
10.检查接头连通性,并进行绝缘测试。
安全提示•制作接头时必须按照正确的工作流程执行,不得省略任何步骤,否则可能会导致电缆事故。
•制作接头要遵循安全原则,必须戴好绝缘手套,避免直接接触裸露电线。
•操作结束后,接头必须进行全方位的检测,确保接头表面干净、整洁及电缆连接无误。
制作10KV电缆中间接头需要匹配各种材料和设备并按照正确顺序进行操作。
在操作过程中,必须遵循正确的安全和操作规范,确保接头的可靠性和稳定性。


低压电缆中间接头做法图解及工艺流程1.去掉绝缘层,不得损坏导体,三根导线长短错开,刮净导体绝缘漆膜,保证接头不存有油、水喝其他污物。
2.把接头分为数股(不小于六股)均匀分开,把两个电缆接头交叉在一起,交叉长度以两端线头与绝缘层对齐为宜。
3.把各股紧合一起,从中分出一股向一端缠绕,使各股一次缠绕完毕,另一端以同样方法进行,用手钳把接头缠紧,有条件时把接头挂锡,使效果更佳。
4.先用不同塑料绝缘胶带对缠绕部分包扎两层,包扎要紧,亚敏粘胶带(黑色)包扎三层,每包扎一层用手挤压一次,保证包扎质量,最后用塑料绝缘胶带包扎两层即可。
5.先调整好小接头,用高压自粘带包扎5层,(不得嫂鱼四层),并要包住电缆护套部分25mm 以上,用塑料绝缘胶带包扎三层,两端超过前一层5mm以上,最好用50mm宽,长度适当的自行车内胎,锉净两面,涂上胶水,在接头外面缠绕一层,起保护作用,在包扎第一层黑胶布时,不得让铜丝头漏出或扎透胶布。
6.采用电弧焊接头或者套管冷压接头方法效果更佳。
7.中间接头两端距离外部护套50-70mm处用高压自粘带缠绕电缆,高压自粘带厚度约10-15mm,外部用青稞纸或硬质纸质(外部带塑料膜)广告卷纸成圆筒状,并在两端缠绕高压自粘带处用尼龙扎带扎进,在用壁纸刀割开一个小口,将A、B两桶冷补胶拌匀倒入中间接头中,完全充满。
8.冷却10小时后,拆除外部的圆筒。
备注:在特殊环境下(例如湿度很大的环境)可使用抵押电缆接线盒,防潮、防水效果更好。
低压电缆终端接头做法图解及工艺流程1.根据电缆与设备连接的具体尺寸,量电缆并做好标记。
锯掉多余电缆,根据电缆头型号尺寸要求,剥除外护套。
2.从芯线端头量出长度为线鼻子(套筒线鼻子或者开口线鼻子)的深度,另加5mm剥去电缆芯线绝缘,并在芯线上涂上电力复合脂,线鼻子选取要根据电缆的工作电流选取相应的线鼻子。
3.将芯线插入接线鼻子内,用压线钳子压紧接线鼻子,压接应在两道以上。
4.根据不同的相位,使用黄、绿、红、淡蓝四色塑料袋分别包缠电缆各芯线至接线鼻子的压接部位。
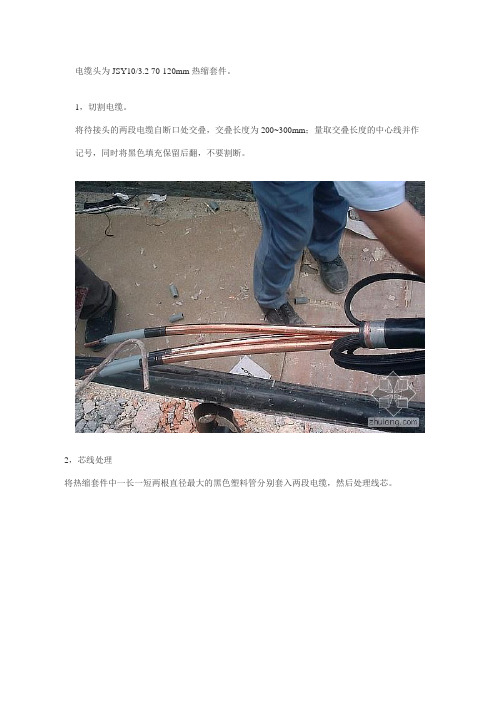
电缆头为JSY10/3.2 70-120mm热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层——用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管7,压接芯线;注意压接质量8,打磨压接头。
打磨为了消除尖端放电9,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)11,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
12,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
13,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
15,绑扎,整形;将原来切割电缆时翻起的填充物(24楼图)从新翻回,然后用白纱带将三相芯线绑扎在一起,注意:接头是否圆润平整,全在这里了。
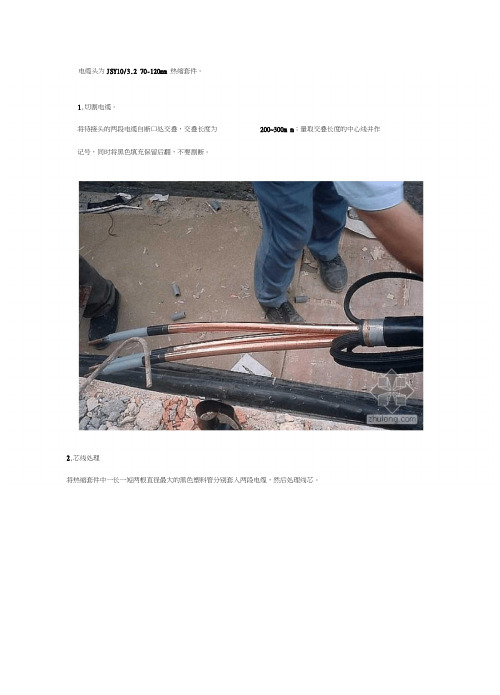
电缆头为JSY10/3.2 70-120mm 热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300m m;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
n2,芯线处理将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层一一用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层 黑色外半导电管);在短端套入黑色内半导电管7,压接芯线;注意压接质量8,打磨压接头。
打磨为了消除尖端放电*Ji*•乱stJ? V.二 hjlorg com食f :丄工血芒' ;•.炸科严建% ■ -. . ■ 二、牡. 、 '::)- 舞世盘・』2广1以匚cim9,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩, 层(白)和半导电管(黑)及应力管(黑)11,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上, 向两端加热收缩。
用配套清洁剂清洁整个芯线的绝缘在该管两管口部位包绕热熔胶,然后从中间[zFniong.corri 12,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。

作业指导书————10KV电缆中间接头制作流程★中间接头制作前注意事项:1.中间接头制作之前必须先用绝缘电阻表对两边电缆进行绝缘测试,以确保制作电缆中间接头的电缆完好,绝缘正常2.制作电缆中间接头之前要效验相位,确保接头完成后相位正确。
3.中间接头两端电缆要有富裕的余量,确保中间接头制作完成后不承受两边拉力.4.每种电缆中间接头附件要求不同技术要求也不同,开工前要仔细阅读电缆附件的说明书,以及各种技术要求,严格按照附件的要求对电缆每层的余量长度,应力锥要求,热缩管长度(冷缩管)进行制作中间接头制作过程1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将套件中外护套,内护套,绝缘层,应力管等所有热缩管分别套入两段电缆,然后处理线芯。
3,铅笔头特写(有特殊要求的可以不做铅笔头)铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管右侧为烘好的应力管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
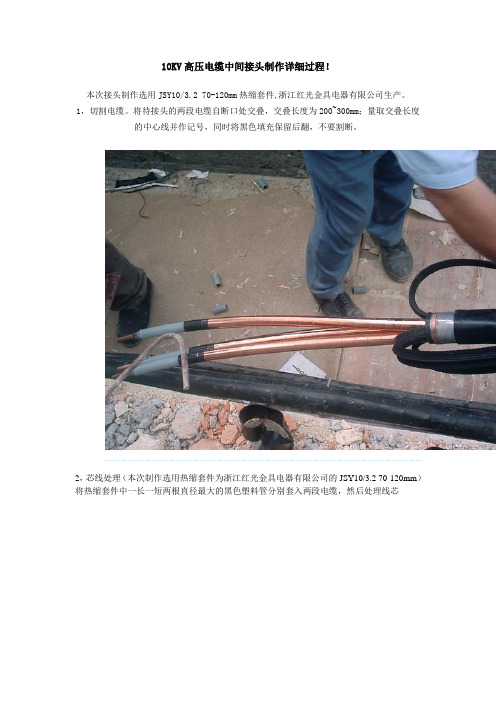
10KV高压电缆中间接头制作详细过程!本次接头制作选用JSY10/3.2 70-120mm热缩套件,浙江红光金具电器有限公司生产。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理(本次制作选用热缩套件为浙江红光金具电器有限公司的JSY10/3.2 70-120mm)将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯3,铅笔头特写铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管右侧为烘好的应力管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量(该压接钳为德国进口,全自动)10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封15,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。

电缆头为JSY10/3.2?70-120mm热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层——用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管7,压接芯线;注意压接质量8,打磨压接头。
打磨为了消除尖端放电9,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)11,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
12,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
13,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
15,绑扎,整形;将原来切割电缆时翻起的填充物(24楼图)从新翻回,然后用白纱带将三相芯线绑扎在一起,注意:接头是否圆润平整,全在这里了。
10KV高压电缆中间接头怎么制作?老电工:按这22个步骤做
轻松搞定
最近有很多刚入门学习电工的师傅留言问:高压电缆头的中间接头应该怎么做?跟低压电缆头一样吗?直接缠绕在一起,包上绝缘胶布就可以使用吗?高压电缆头和低压电缆头有什么区别?等等诸如此类的问题,都是电工初学者经常会有疑问的地方,这都是很普遍的现象,提起高压电缆中间接头,很多的老电工也是心里没底,因为电工老师傅心里都知道,高压电缆中间接头并不像低压电缆头那么容易制作,根本不是直接缠在一起那么简单,工序更是复杂,甚至于高压电缆中间接头做好了以后,如果耐压实验不过,那么也是根本用不了,所以一般情况下都是熟练的高压电缆工来制作的,今天我们就重点来看一下高压电缆中间接头怎么制作,老电工实物讲解22个制作步骤,希望可以对电工初学者提供一定的帮助:。
电缆中间接头制作方法图解
电缆终端头是将电缆与其他电气设备连接的部件,电缆中间头是将两根电缆连接起来的部件,电缆终端头与中间头统称为电缆附件。
电缆附件应与电缆本体一样能长期安全运行,并具有与电缆相同的使用寿命。
良好的电缆附件应具有以下性能:
a. 线芯联接好: 主要是联接电阻小而且联接稳定,能经受起故障电流的冲击;长期运行后其接触电阻不应大于电缆线芯本体同长度电阻的1.2倍;应具有一定的机械强度、耐振动、耐腐蚀性能;此外还应体积小、成本低、便于现场安装。
b. 绝缘性能好: 电缆附件的绝缘性能应不低于电缆本体,所用绝缘材料的介质损耗要低,在结构上应对电缆附件中电场的突变能完善处理,有改变电场分布的措施。
由于电力电缆制造长度有限,在一条电力电缆线路中间总有若干接头,只有将各电力电缆连接起来才能正常工作,这种用来连接电力电缆的附件称为电力电缆中间接头,通称电力电缆中间接头或简称接头。
电力电缆中间接头的外壳称为电力电缆中间接头盒。